Изобретение относится к устройствам для изготовления эмиссионных, металли- зационных, изоляционных и т. п. пленочных покрытий поливом с использованием пневмодаУ1ения на зеркало шликера и может быть использовано в радиоэлектронной промышленности.
Известно устройство для литья пленки, содержащее воронку для жидкой пасты, установленную над подвижной технологической поверхностью .
Однако вследствии того, что давление вытеснения образовано гидростатическим давлением шликера в воронке, значительно изменяющимся по мере расходования литейной жидкости, скорость выливания (расход) пасты значительно изменяется в процессе литья, что оривЬдит к недопустимому отклонению параметров изготавливаемой пленки от заданных величин
Более близким к предлагаемому изобретению является устройство для литья ппонки, содержащее герметичную т1тьевута юронку, соединенную с пневмосистемой.
включающей средства авторегулировки давления в воронке 2 Однако данное устройство не обеспечивает непрерывности процесса литья, так как требует периодической зарядки воронки литейной жидкостью. Подключение к резервуару системы непрерывной подачи жидкости обычным путем невозможно из-за происходящей в этом случае разгерметизации воронки.
Цель изобретения - обеспечение условий для автоматизации процесса литья путем непрерывной подпитки литьевой ворюнки шликером без ее пазгерметизации.
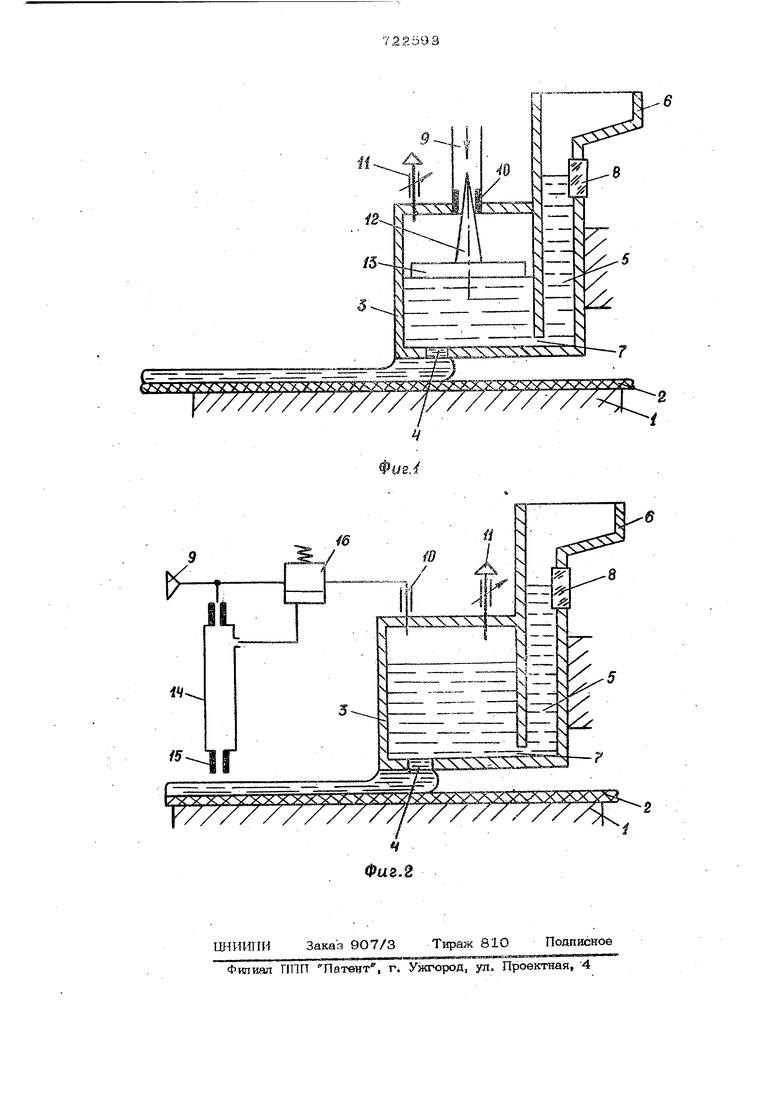
Цель достигается тем, что в устройстве для литья пленки, содержащем герметичную литьевую воронку, соединенную с пневмосистемой, включающей средства авторегулировки давления в воронке, литьевая ворюнка снабжена сообщающимся с ней резервуаром, входная горловина которого расположена выше воронки, а выходное отверстие - у дна, причем в стен3ке резервуара выполнено окно, закрытое прозрачным материалом с нанесенной на него шкалой уровней шликера. На фиг. 1. изображена схема устройст ва для литья пленки с авторегулировкой пневмодавления- по возмущению; на фиг. 2 - устройство для литья пленки с авторегулировкой пневмодаатения по отклонению. Устройство для литья пленки срдер жит стол 1, технологическую подложку 2 Над столом установлена герметичная литьевая воронка 3 с литьевой щелью 4 Воронка снабжена резервуаром 5, входная горловина б которого расположена вьпие воронки, а выходное отверстие 7 у ее дна. В стенке резервуара имеется окно 8, закрытое прозрачным материалом с нанесенной на него шкалой уровней. К воронке подведена пневмосистема авторегулировкой давления, включающая магистраль 9, входной дроссель 10 и в ходное регулируемое сопло 11. В дроссель 1О введен конический регулирующий элемент 12, закрепленный на поплавке 13. , Устройство работает следующим обра зом. Через резервуар 5 воронку 3 заполняют шликером. Через пневмосистему подают воздух, давление которого в воронке регулируют, изменяя проходное се чение сопла 11 и следя за изменением уровня шликера, заполняющего резервуар 5, по шкале окна 8. Через щель 4 шликер из воронки пос тупает на подвижную технологическую подложку, на которой формируется пленка. По мере расходования шликера, его запас пополняют через резервуар. 5, пос тоянно заполненный шликером, столб ко торого удерад1вается за счет давления, создаваемого в воронке и играет роль гидрозатвора. Давление п воронке поддерживается постоянным путем авто регулировки пне модавления, производимого по мере изм нения гидростатического давления шлик ра, в результате его расходования или, наоборот, пополнения запаса. Опускающийся или поднимающийся вместе с изменяемым урювнем шликера в воронке поплавок 13 вводит или выв дит конический запорный элемент в дро сель 10, изменяя его проходное сечени и тем cnMbHvT количество поступающего Р1 воронку воздуха. Так как сечение вы 3 одного сопла остается неизменным, то роисходит изменение давления воздуха в воронке. Пневмосистема может быть выполнена иначе. Тогда она включает магистраль 9, входной дроссель 10 и выходное регуируемое сопло, недифференциальное изерительное устройство манометрического типа 14, измерительное сопло 15 которого расположено над столом, а также регулятор расхода воздуха 16, связанный с измерительным устройством 14. Устройство работает следующим образом. Через резервуар 5 воронку 3 заполняют шликером. Через пневмосистему подают воздух, давление которого в воронке регулируют. Через щель 4 шликер из воронки поступает на подвижную технологическую подложку. Изменение толщины пленки, являющееся следствием изменения гидростатического давления в воронке, приводит к изменению расхода воздуха через измерительное сопло 15, вследствие чего срабатывает регулятор 16, обеспечивающий подачу соответствующего количества воздуха в воронку. Использование предлагаемого устройства позволяет получать пленки стабильной толщины и допускает автоматизацию процесса литья. Форму;Ла и 3 обретения 1.Устройство для литья пленки, содержащее герметичную литьевую воронку, соединенную с пневмосистемой, включающей средства авторегулировки давления в воронке, отличающееся тем, что, с целью обеспечения условий для автоматизации процесса литья путем непрерывной подпитки литьевой воронки шликером ее разгерметизации, литьевая воронка снабжена сообщающимся с ней резервуаром, входная горловина которого расположена выше воронки, а выходное отверстие - у дна. 2.Устройство по п. 1, отличающееся тем, что в стенке резервуара выполнено окно, закрытое прозрачным материалом с нанесенной на него шкалой уровней ш тикера. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 432935, кл. В О5 С 5/02, 197j|. 2.Авторское свидетельство СССР № 583823, кл. В 95 С 5/02. 1976 (прототип).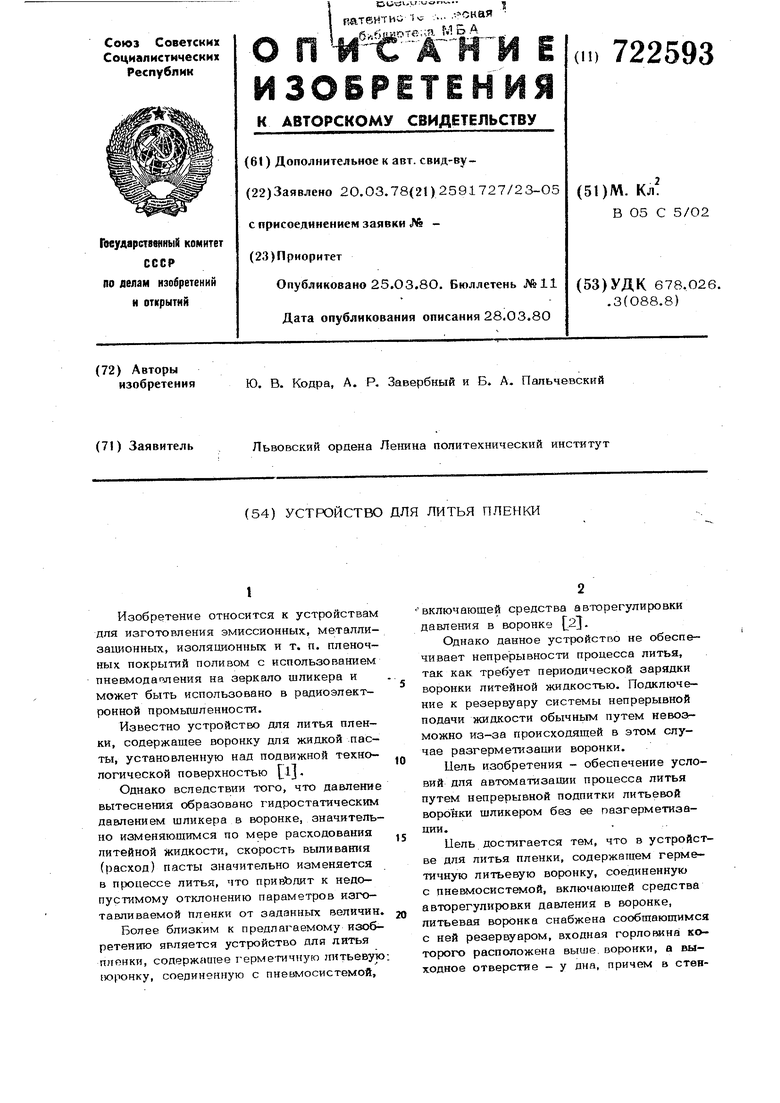
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья керамической пленки | 1983 |
|
SU1096107A1 |
| Устройство для литья пленки | 1981 |
|
SU1004098A1 |
| Установка для литья пленки | 1978 |
|
SU722595A1 |
| Устройство для литья пленки | 1980 |
|
SU975404A1 |
| Устройство для литья пленки | 1980 |
|
SU952598A1 |
| Устройство для литья пленки | 1977 |
|
SU614823A1 |
| Устройство для литья пленки | 1980 |
|
SU885020A2 |
| Установка для литья пленки | 1983 |
|
SU1098583A1 |
| Устройство для литья пленки | 1977 |
|
SU627868A1 |
| Устройство для литья пленки | 1978 |
|
SU670343A1 |