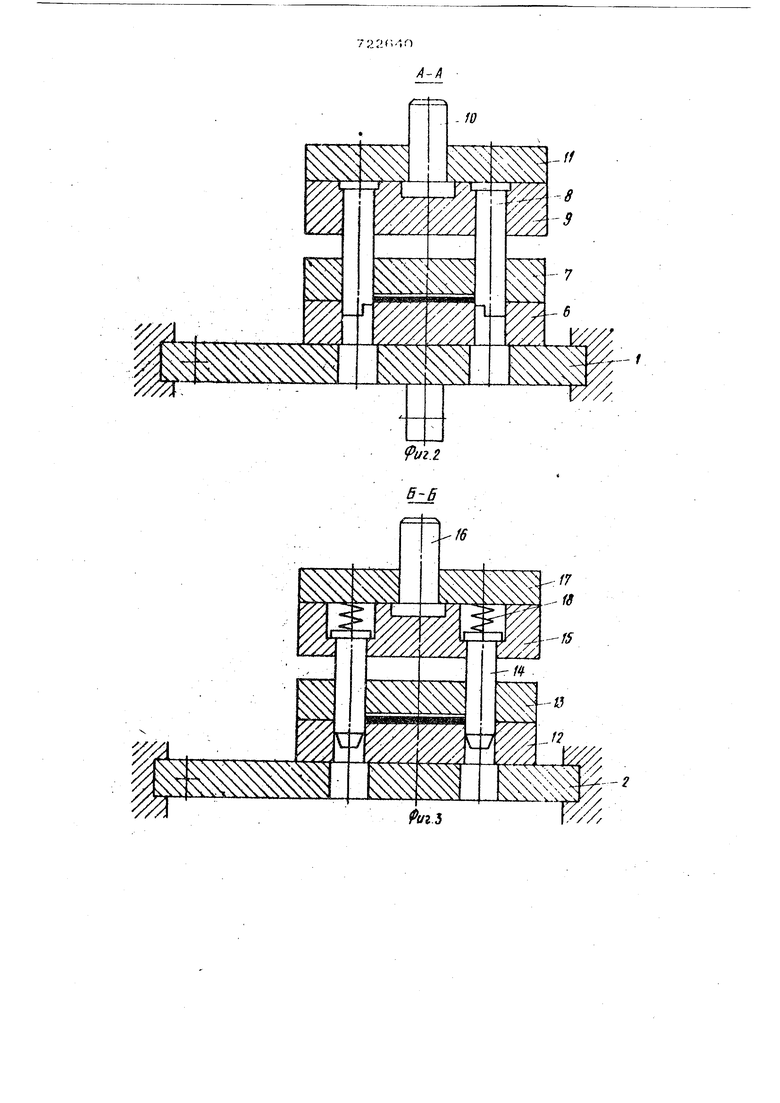
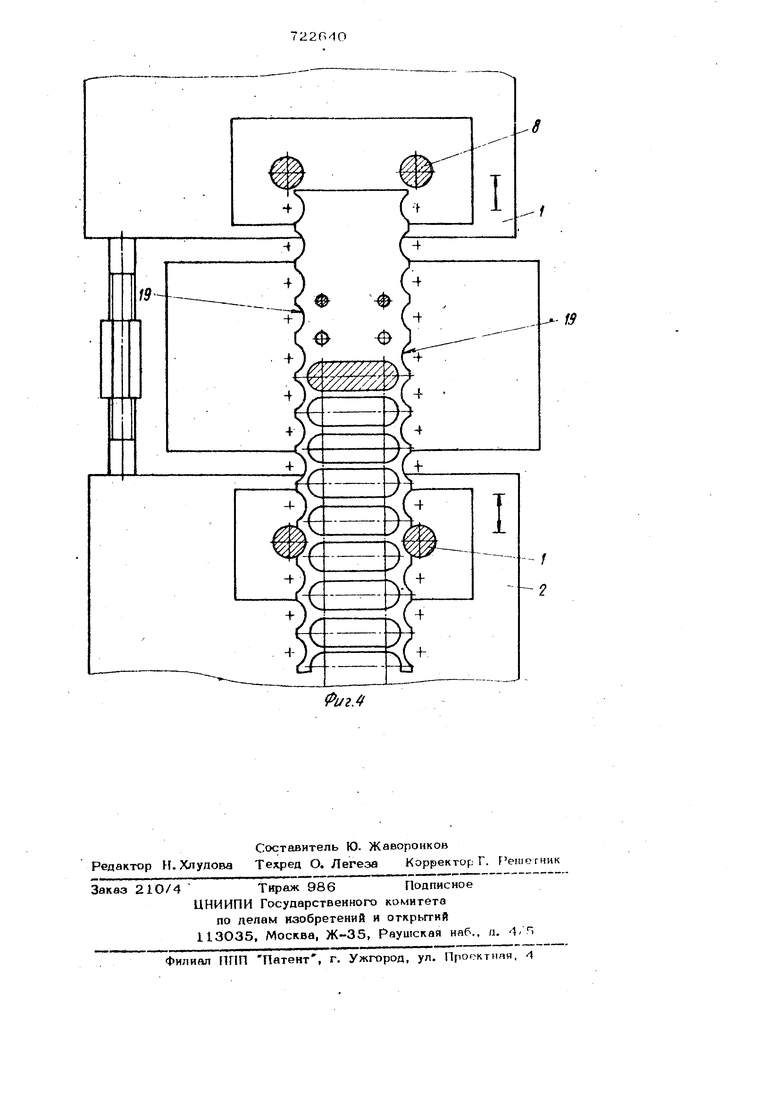
На переписи Н-аретке .1 ;м. фиг. 2) закреплена матрица 6 и съ,мник 7. Шаговые ножи 8 закреплены в лоржптел И приводятся в движение от хвостови ка J.O, закрепленного в прижимной плите 11. На задней каретке 2 (см. фиг. З) закреплены фиксирующая пластина 12 и йаправляюшая 13 стержней 14. Стержни 14 закреплены в держателе 15 и приводятся в движение от хвостовика 1 закрепленного к прижимной плите 17. Стержни 14 подпружинены пружинами 1 с целью предотвращения поломок в случ несовпадения. с пазами 19 на полосе, а также при обработке начала полосы (или ленты). Привод шаговых ножей, фиксаторов и кареток иа чертежах не показан. В каретке выполнены отверстии, взаимо11ёйствующие со стержнями 14. . Устройство работает следующим обра зом. . . С по1ующьго приходных механизмов через хвосювики 1О и 16 шаговые ножи 8 и стержни 14 приводятся в движение в направлении, перпендикулярном к кареткам 1 и 2. Шаговые ноки 8, взаим действуя с матрицей 6 и подаваемым материалом, пробивают лазы 19 по-края последнего, одновременно опускаются . стержни 14, фиксируя подаваемый материал относительно фиксирующей пластины 12, используя пробитые пазы 19. Этим исключается возможность произвольного продольного или поперечного .смещения ленты относительно рабочего инструмента. Взаимное положение каре ток 1, 2, тем самым и шаговых ножей 8 и стержней 14 регулируется вращением гайки 5, используя тяги 3 и 4 с левой и правой резьбами. Расстояние между щаговыми ножами 8 и стержнями 14 должно быть равно шагу щтамповки, умйоженному на целое число, и определя ется конструктнвнб. После опускания ша говых ножей 8 н стержней 14 1 движется вперед на величину шага подачи, синхронно с ней через тяги 3, 4 в гайку 5 движется и каретка 2. После захвата ленты пуансонами прес шаговые ножи 8 и стержни 14 попннмаются, освобождая ленту, и кареткв синхронно воз ашаются в исходное положение Пробивка фиксирующих пвэов н фиксация ленты осушествляется до осво- .: -чггы пупнсонпми рпбочого иис гру-.. : 1 ;i, 1(0ол Hiu пупнсоны осво- божлоют оГ)р1(батыв1ОМйй материал и затем послеаний поппется ня один шаг, после чего цикл повторяется, При обработ ке конип ленты или полосы (см. фиг. 4), когда конец материала выходит и.э зоны действия шаговых ножей 8, перенос материлла осуществляется только при помощи задней каретки 2 со стержней 14, передняя каретка 1 с штговыми ножами В двигается вхолос тую. Применяя механизм подачи только с передней кареткЬй согласно авт. св. № 471931, конструктивно расстояние От шаговых ножей до отделяющих пуансонов штампа не менее lOO мм, что равняется длине неиспользованного отрезка материала. . Экономия материала за счет полного использования по длине особенно заметна при работе с полосовым материалом. Тонколистовая сталь согласно ТОСТ 199ОЗ-74 выпускается с максимальной щириной lOOd мм и длиной 2ООО мм. При разрезке лкста на.полосы в продольном направлении при длине полосы 2ООО мм, экономия составляет не менее 5%, а при.разрезке листа по щирине с длиною полосы 1000 мм экономия не менее 1О% материала. Размещая за задней кареткой N xaизм, препятствующий перемещению ма-. ериала в направлений, противоположном аправлению подачи, можно при помощи редлагаемого устройства полностьк ровести весь материал через зону обраотки и, вывести за фиксаторы, т.е. за . мезакизм подачи, что важно при 1Втамаизации технологических процессов. ф о р м у л а изобретения Устройство для подачи полосового н енточного материала в рабочую зону ресса по авт. св. 471931, отичающееся тем, что, с целью оаыщения точности шага подачи, оно набжено связанной с подвижной кареткой ополнительной кареткой с отверстиями захватными органами, выполненными виде подпружиненных стержней, расоложенных по обе стороны подаваемого атериала с возможностью перемещения месте с допо; нигслииой кареткой в нап5722С404
равленйи ее перемещения и относитель-Источники информации,
но пополнительной каретки в вертикаль-принятые во внимание при экспертизе
той плоскости Л взаимодействующих, с1. Авторское свидетсдьство СССР
пазами подаваемого материала и с от-№ 471931, кл. В 21D 43/66
верстиями.07.01.74 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосовогои лЕНТОчНОгО МАТЕРиАлА B РАбОчуюзОНу шТАМпА | 1979 |
|
SU845999A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1411082A1 |
| Устройство для обработки полосового и ленточного материала | 1987 |
|
SU1473884A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1985 |
|
SU1428504A1 |
| Устройство для обработки полосового и ленточного материала | 1983 |
|
SU1129003A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |
| Вертикальный штамп для обработки полосового материала | 1985 |
|
SU1326399A1 |
| Устройство для отрезки мерных заготовок от полосового и ленточного материала,имеющего отверстия | 1979 |
|
SU871922A1 |
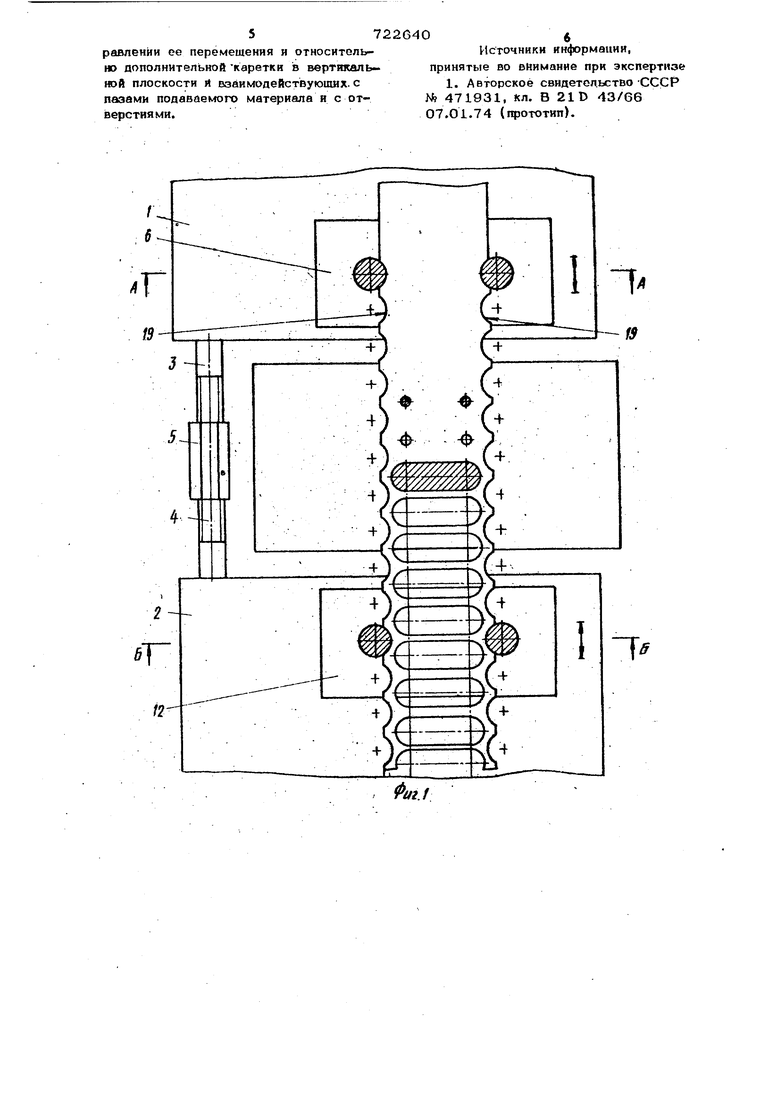
Фи2.1
LXiCCiXVVV
Ш
