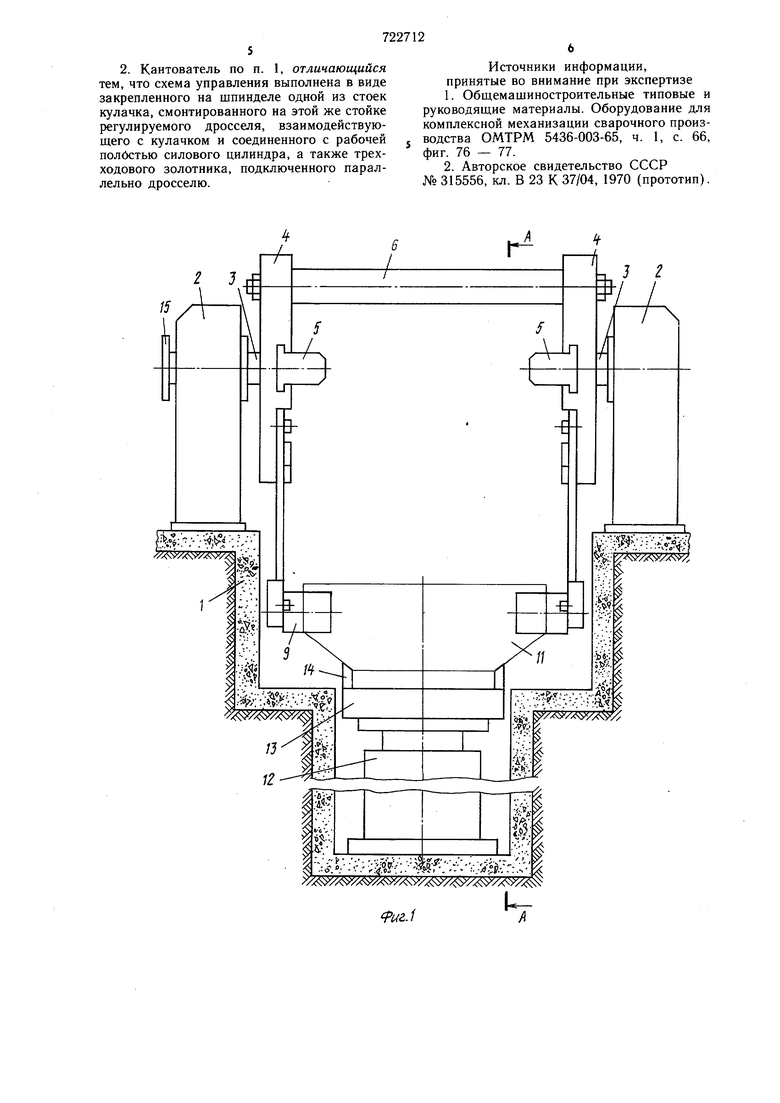
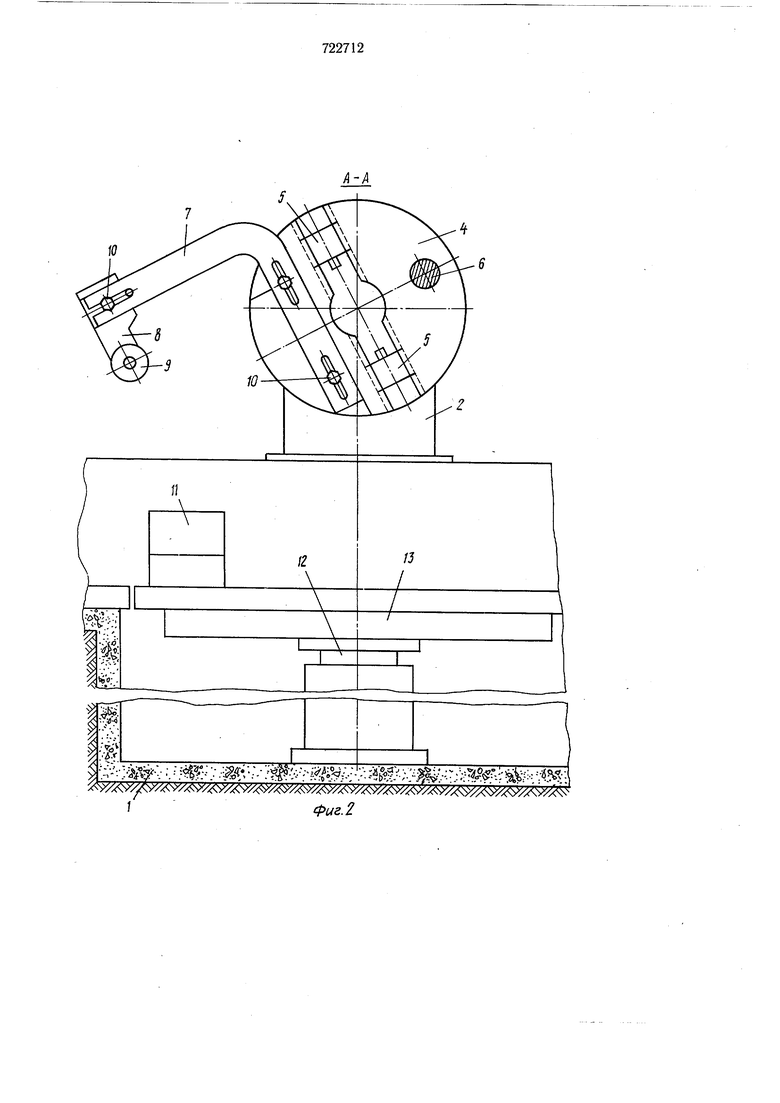
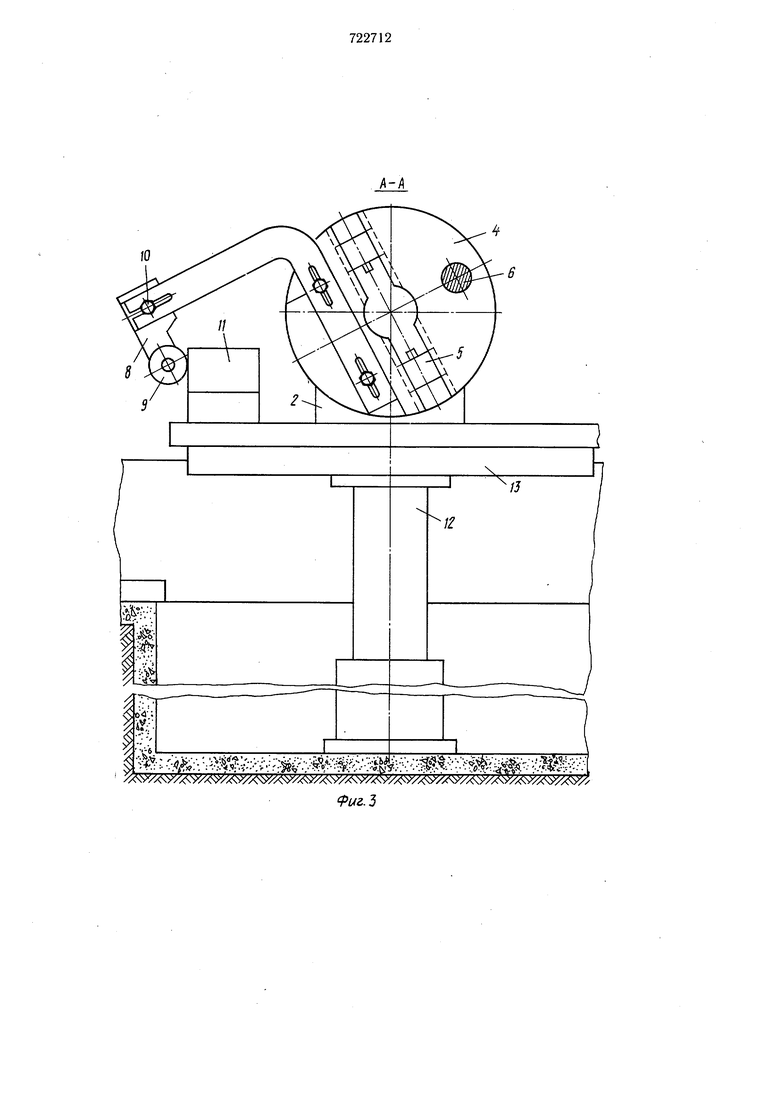
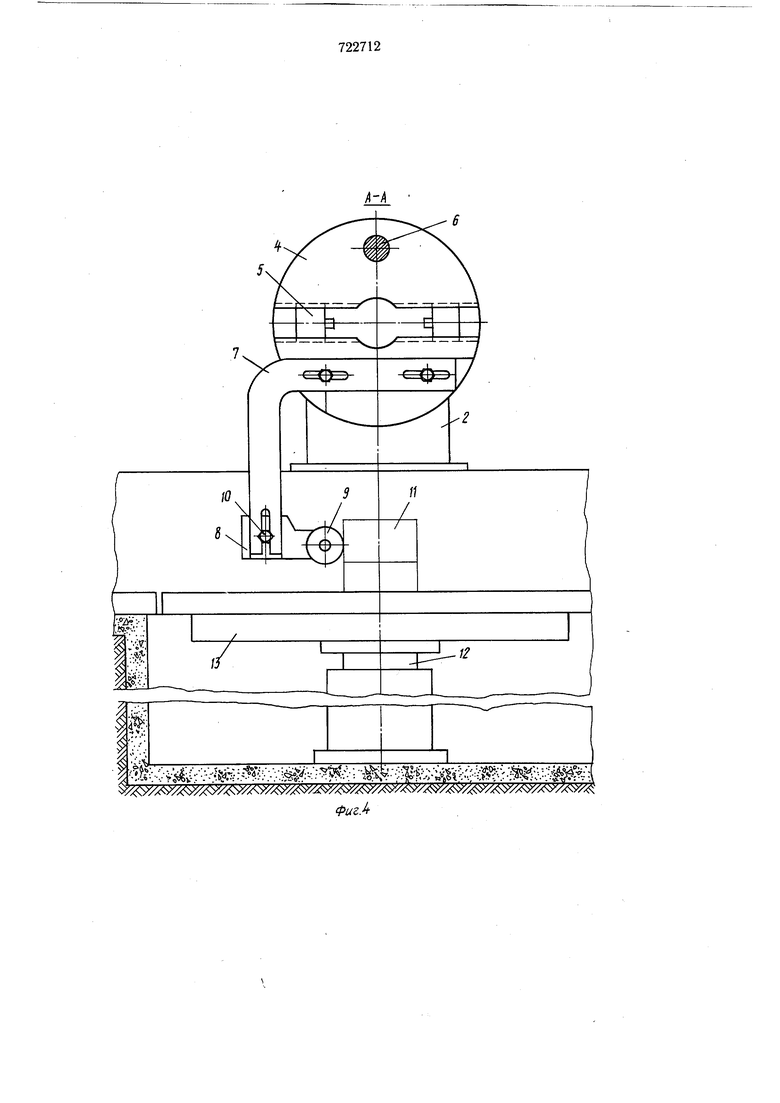
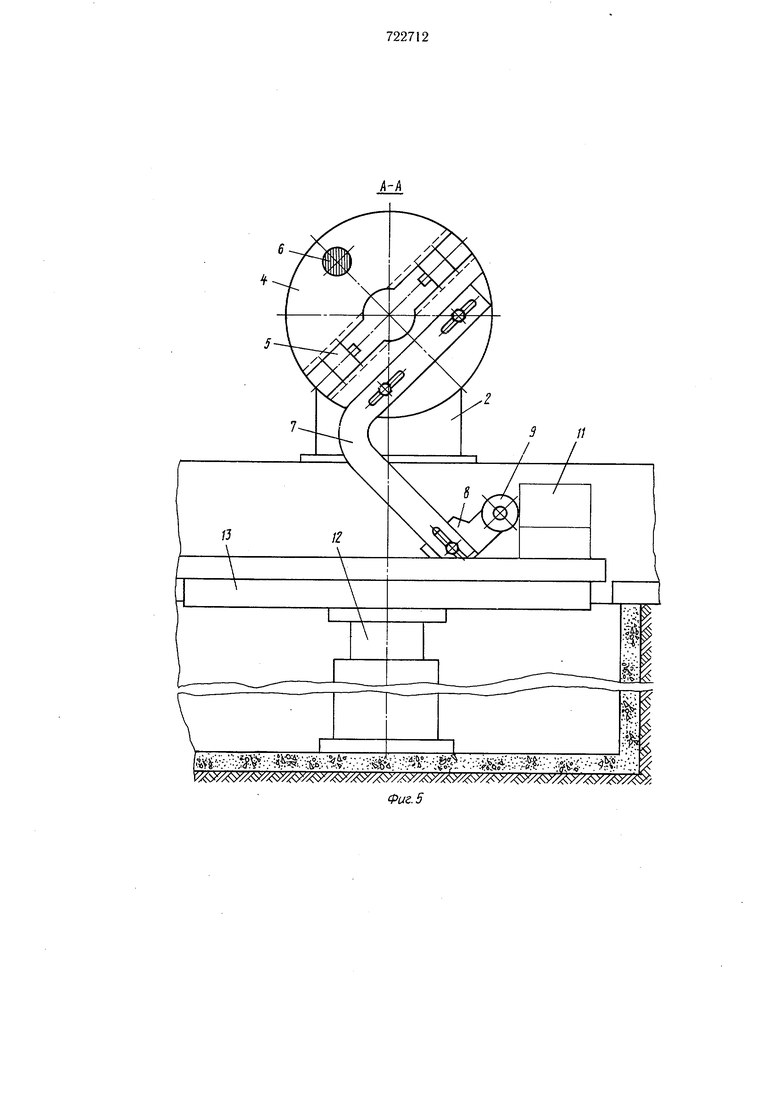
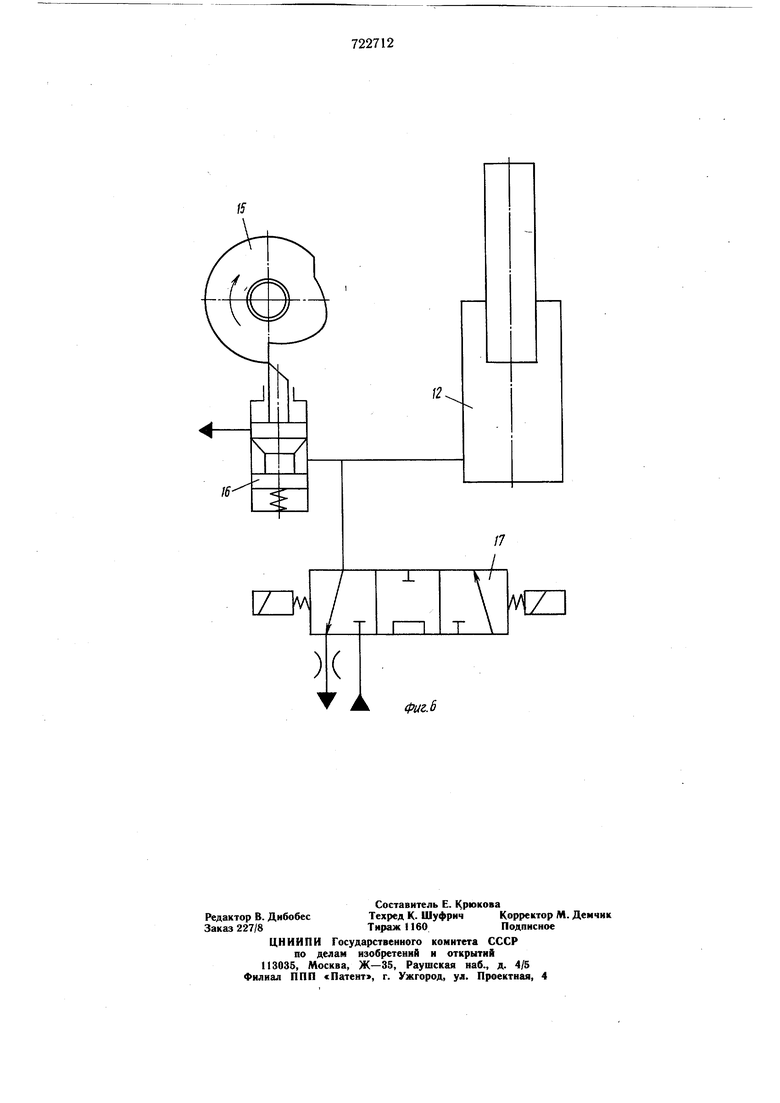
На фиг. 1 изображен описываемый кантователь; на фиг. 2 - сечение А-А на фиг. 1, в исходном положении; на фиг. 3 - то же, в начальном положении загрузки; на фиг. 4 то же, в положении перед подъемом изделия для закрепления в планшайбах; на фиг. 5 - то же, в положении выгрузки; на фиг. 6 - схема управления силовым цилиндром загрузочной тележки.
Кантователь содержит смонтированные на основании 1 две стойки 2 со шпинделями 3, На конце каждого шпинделя закреплена планшайба 4 с захватами, выполненными, например, в виде кулачков 5, установленных попарно с возможностью перемеш,ения синхронно навстречу друг другу (привод не показан). Обе планшайбы 4 связаны штангой 6, обеспечиваюшей синхронизацию их вращения.
В пазу каждой планшайбы 4 закреплен кронштейн 7, а на нем - державка 8 с толкателем 9. Державка 8 прикреплена к кронштейну 7, а последний к планшайбе 4 болтами 10, пропущенными сквозь пазы в кронштейне. Это обеспечивает возможность изменения расположения толкателя относительно оси вращения для улучшения условий его контакта с вертикальной стенкой изделия 11. Силовой цилиндр 12 загрузочной тележки 13 закреплен в основании 1. На тележке 13 смонтированы две направляющие рейки 14, ориентированные перпендикулярно оси шпинделей и служащие базами изделию при его поперечном перемещении.
Силовой цилиндр 12 оснащен схемой управления, соединяющей его рабочую полость со шпинделем 3 одной из стоек 2 для обеспечения синхронизации подъема тележки 13 с изделием 11 и поворота планшайб 4.
Схема управления может быть выполнена в виде закрепленного на шпинделе одной из стоек кулачка 15, смонтированного на этой же стойке регулируемого дросселя 16, взаимодействующего своим подпружиненным штоком с кулачком 15 и соединенного с рабочей полостью силового цилиндра 12, а также трехходового золотника 17, подключенного параллельно дросселю 16 и соединенного с насосом и сливом. Этот золотник переключается по командам оператора.
В исходном положении золотник 17 находится в нейтральном (среднем) положении, а кулачок 15 - в положении, показанном на фиг. 6, при котором шток дросселя 16 контактирует с вершиной уступа на профиле кулачка. Сливной канал дросселя 16 при этом полностью перекрыт. При переключении золотника 17 вправо масло под давлением поступает в цилиндр 12 и тележка 13 поднимается вверх. После достижения положения, показанного на фиг. 3, золотник 17 возвращается в нейтральное положение, подъем тележки прекращается, включается вращение планшайбы 4 и изделие начинает
перемешаться по рейкам 14 к центру кантователя под действием толкателей 9. В начале вращения планщайбы щток дросселя 16 под действием пружины практически мгновенно перемещается вверх в соответствии J с перепадом радиальных размеров кулачка, определяемым уступом на нем.
Сливное отверстие дросселя 16 полностью открывается, обеспечивая тем самым опускание стола за счет вытеснения масла из рабочей полости цилиндра 12. При далье нейшем вращении кулачок 15 плавно опускает шток дросселя 16, постоянно снижая скорость по мере продвижения изделия к центру кантователя и после достижения положения под осью планшайб (фиг. 4) снова j полностью перекрывает сливное отверстие дросселя.
В этом положении опускание изделия и вращение планшайб прекращается, переключением золотника 17 вправо тележка 13 поднимается вверх до совмещения изделия 0 с кулачками 5. После зажима .изделия кулачками 5 оно кантуется и сваривается; а затем переключением золотника 17 в левое положение снова опускается в позицию, показанную на фиг. 4, и дальнейщим вращениJ ем планшайбы при согласованном подъеме тележки перемещается в положение, показанное на фиг. 5. Затем тележка опускается, а планшайба возвращается в исходное положение (фиг. 2) для повторения .цикла.
Движение тележки может быть согласовано с вращением планшайб и другими средствами, например, если продольный размер изделия не превышает длины тележки, необходимая взаимосвязь может быть достигнута за счет взаимодействия толкателя 9 с плоскость 0 тележки.
Для синхронизации вращения планшайб наряду со штангой 6 также могут использоваться другие средства. Например, если сварка изделия производится в кондукторе равной конструкции, прикрепленной своими торцами к планшайбам, этот кондуктор может обеспечить и синхронизацию их вращения.
Формула изобретения
1. Кантователь, содержащий смонтированные на основании подъемную от силового цилиндра со схемой управления загрузочную тележку и две стойки, на поворотных шпинделях которых закреплены планшайбы, отличающийся тем, что, с целью повышения синхронизации подъема тележки и поворота планшайб, на торцах обеих планшайб закреплены кронштейны, оснащенные регулируемыми относительно оси вращения планшайб толкателями, при этом рабочая полость силового цилиндра загрузочной тележки через схему управления соединена со шпинделем одной из стоек.
2. Кантователь по п. 1, отличающийся тем, что схема управления выполнена в виде закрепленного на шпинделе одной из стоек кулачка, смонтированного на этой же стойке регулируемого дросселя, взаимодействующего с кулачком и соединенного с рабочей полбстью силового цилиндра, а также трехходового золотника, подключенного параллельно дросселю.
Источники информации, принятые во внимание при экспертизе
1.Общемашиностроительные типовые и руководящие материалы. Оборудование для комплексной механизации сварочного производства ОМТРМ 5436-003-65, ч. 1, с. 66, фиг. 76 - 77.
2.Авторское свидетельство СССР
№ 315556, кл. В 23 К 37/04, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| Манипулятор | 1986 |
|
SU1368149A1 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ | 2004 |
|
RU2281844C2 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИ ИКСmmBVr.C-J'^^^-SlT^»/: | 1971 |
|
SU315556A1 |
| Кантователь рамных изделий | 1981 |
|
SU998068A1 |
| Кантователь | 1981 |
|
SU986691A1 |
| Автоматизированный участок механической обработки изделий с центральным отверстием | 1983 |
|
SU1073077A1 |
| Кантователь для сборки и сварки двутавровых балок | 1979 |
|
SU863276A2 |
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |
2 3 :г Ы-: :-:- :1--. /rXsVXK TkW x; ЙШЕЙЙ y/.. 9L1 ;v.3gMS ( - :М-:- -. . иг,. 1А
Ю f Фиг.2 тШ-:-: :у : :т-Ш--Ш - Ш /x y/wy v:Wvl : ; x i fuz. 5 : - -: -Ш: ;:--ш : --шшy,/,i7//f //s y: sy Фиг.
Фиг. 5
16
/2.
