нулю я соответствуют полностью снятому припуску.
После этого датчики б и 7 смещают в сторону уменьшения диаметра (на фиг. 2 - вверх) на величину 30-40% от допуска на
размер (эта величина зависит от требований к точности формы),
Теперь канал Т1равления формой (допустим, датчик 6, нуль-орган 8 и переключатель «f настраивают так, чтобы при положении датчика ниже точки а (в области поля допуска) переключатель 4 находился в нормальном состоянии, а при положении датчика 6 выше точки а (за пределами поля допуска) переключатель 4 перекидывался: нормально разомкнутый контакт замкнулся, нормально замкнутый контакт разомкнулся.
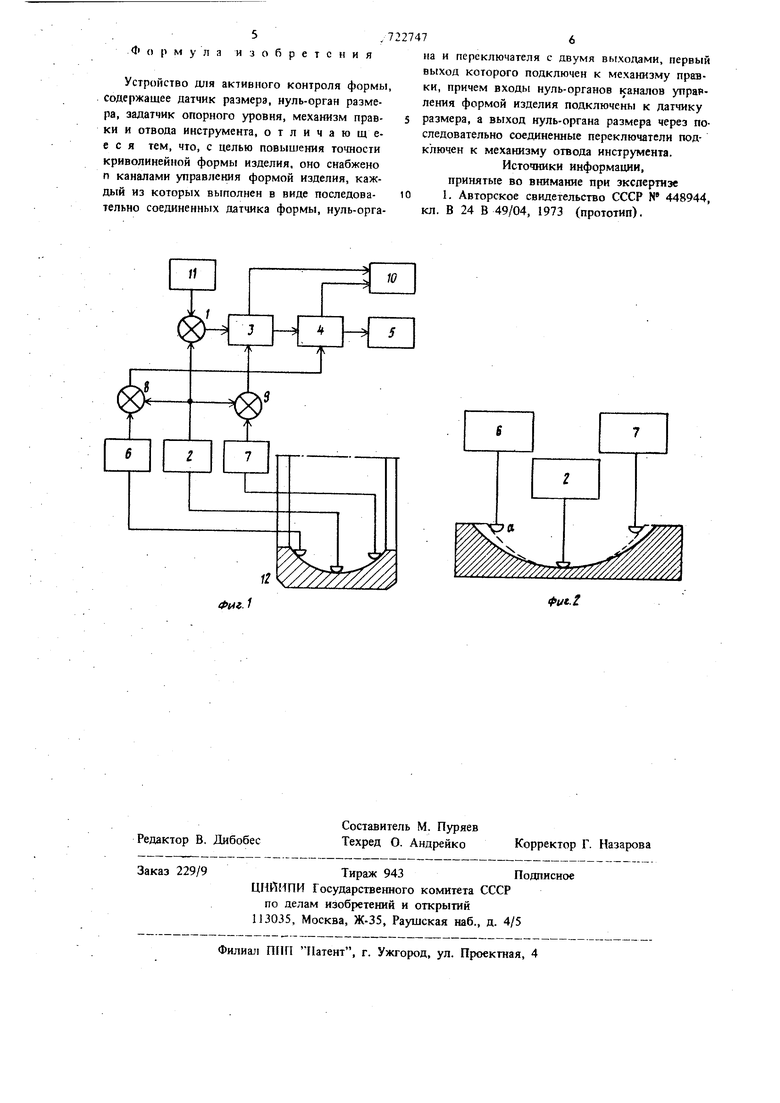
Из схемы следует, что сигнал с датчика 2 размера является управляющим сигналом для канала управления размером (нуль-орган 1,
задатчик 11), а для каналов управления формой этот сигнал (сигнал с датчика 2) является опорным сигналом. С IWM сравнивают управляющие сигналы с датчиков формы, с датчика 6 - в нуль-органе 8, с датчика 7 - в нульоргане 9.
В начале шлифования изделия 12 сначала шлифуются края изделия (поскольку радиус профиля заготовки меньше радиуса профиля шлифовального круга), и датчики профиля 6 и 7 опускаются ниже относительно датчика 2. В результате этого сигнал с 6 и 7 больше сигнала с датчика 2 размера. Нуль-органь 8 и 9 заперты и контакты переключателей находятся в нормальном состоянии: сигнал с нуль-органа 1 подключен к механизму 5 отвода шлифовального круга.
Пока шлифовальный круг имеет профиль, соответствующий заданному профилю детали, сигналы с датчиков 6 и 7 формы так и будут больше сигнала с датшка 2 и канал (датчик 2 размера - нуль-орган 1 - переключатель 3 - переключатель 4 - механизм 5 отвода круга) будет открыт. Когда сигнал с датчика 2 размера станет равным заданному с помощью задатчика 11, нуль-орган 1 размера сработает - механизм 5 отведет круг от изделия. Деталь в этом случае будет иметь профиль в пределах допуска и размер заданной величины.
От изделия к изделию шлифовальный круг изнашивается. И изнашивается неравномерно: к краям износ больше, т.е. радиус профиля уменьшается.
Когда профиль круга станет таким, что сигнал с датчика 6 или 7 станет меньше сигнала с датчика 2 (на фиг. 2 это будет выход датчика 6 формы из поля допуска - выше точки a)f и нуль-орган 8 или 9 сработает.
Сигнал с его выхода поступит на переключатель 4 или 3 соответственно. И результате средт1й контакт перекинется вверх: нормально замкнутый контакт разомкнется (фиг. 1), нормальпо разомкнутый контакт замкнется.
Процесс шлифования продолжается. Когда размер изделия достигнет заданной величины (сигнал с датчика 2 равен сигналу с задатчика II), нуль-орган сработает. Однако шлифовальный круг не отводится механизмом 5, поскольку эта цепь разорвана переключателем 4 или 3. Сигнал с нуль-органа 1 попадает на механизм 10 правки круга. В результате шлифовальный круг отводится с помошью механизма 10 в позицию правки круга. После правки шлифовальный круг подводится к детали, и профиль ее доншифовывается.
В позиции Правка крута компенсируется перемеше ше шлифова.ьного суппорта на веливдну снятого со шлифовального круга абразивного материала. Одновременно блокируется срабатывание от повторного подвода круга и детали: теперь круг отходит от детали только тогда, когда профиль детали будет доншифован, даттек 6 (или 7) опустится ниже точки а (войдет в поле допуска), контакт переключателя 4 (или 3) опустится вниз. Канал (нульорган 1 - механизм 5 отвода круга) откроется. Сигнал с нуль-органа 1 попадает на механизм 5 отвода круга, и процесс обработки детали закончится.
Итак, устройство содержит два канала управления: канал размера и канал формы. Канал размера работает как типовой прибор активного контроля. При отклонении профиля изделия (а значит и шлифовального круга) от заданной формы с помощью датчиков; нуль-органов канала формы и переключателей выход нуль-органа размера отключается от механизма отвода . круга и подключается к механизму отвода круга на правку.
Когда изделие соответствует размеру, нульорган размера отводит крут в позицию правки. После правки крут возвращается к изделию, дошлифовывает его до заданной формы. В этом случае отводом шлифовального круга от изделия управляют датчики формы посредством соответствующих нуль-органов и переключателей, соединяющих выход нуль-органа размера к механизму отвода круга. Для шлифования поверхностей более сложного профиля датчики формы устанавливаются в нескольких зонах профиля шлифуемого изделия, определяемых исходя из . интенсивности износа шлифовального круга в различных точках образующих. Количество датчиков определяется так же сложностью конфигурации обрабатываемой поверхности и размерами изделия.
Формула и 3 о б р е т с н и
Устройство для активного контроля формы, содержащее датчик размера, нуль-орган размера, эадатчик опорного уровня, механизм правки и отвода инструмента, отличающееся тем, что, с целью повышения точности криволинейной формы изделия, оно снабжено п каналами управления формой изделия, каждый из которых выполнен в виде последовательно соединенных датчика формы, иуль-органа и переключателя с двумя выходами, первый выход которого подключен к механизму правки, причем входы нуль-органов каналов упрарления формой изделия подключены к датчику размера, а выход нуль-органа размера через последовательно соединенные переключатели подключен к механизму отвода инструмента.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 448944, кл. В 24 В 49/04, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРАВКОЙ АБРАЗИВНОГО ИНСТРУМЕНТА | 1972 |
|
SU453289A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Устройство для управления шлифовальным станком | 1975 |
|
SU606718A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Устройство активного контроля | 1981 |
|
SU963839A1 |
| Устройство для автоматической стабилизации скорости шлифования | 1982 |
|
SU1046077A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| УСТРОЙСТВО ДЛЯ AKTHBHOiO КОНТРОЛЯ РАЗМЕРОВ | 1972 |
|
SU423616A1 |
ФИ9.1
фЦ1.1
