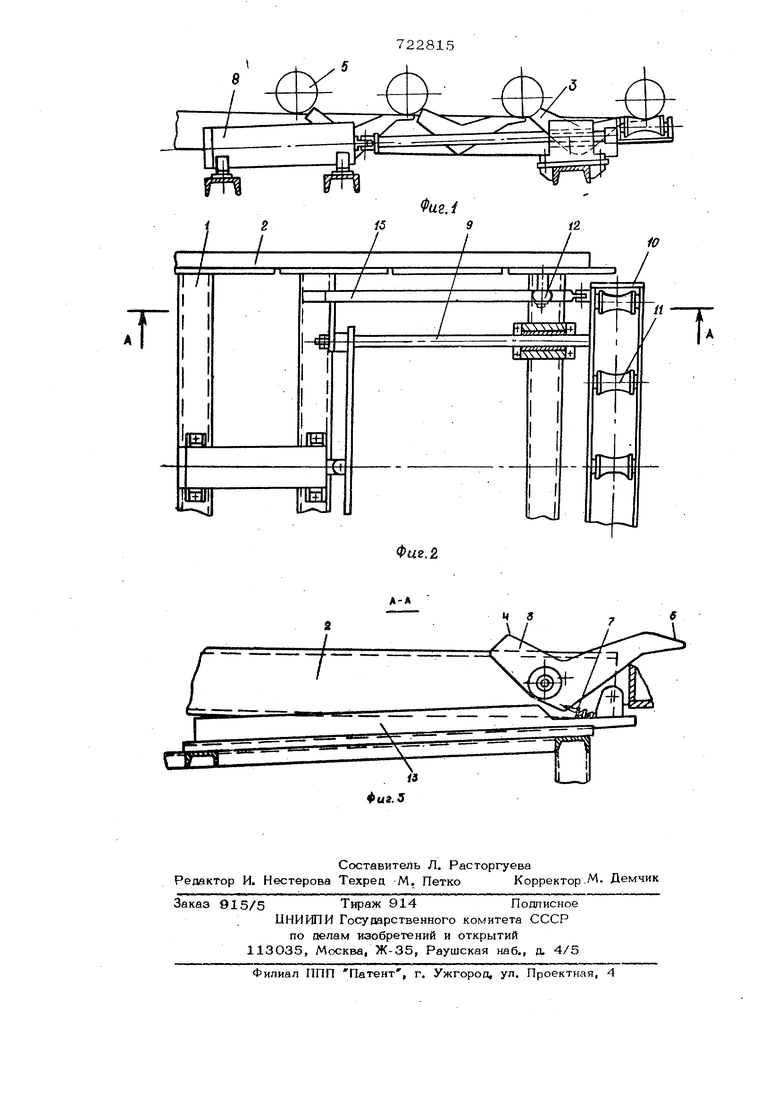
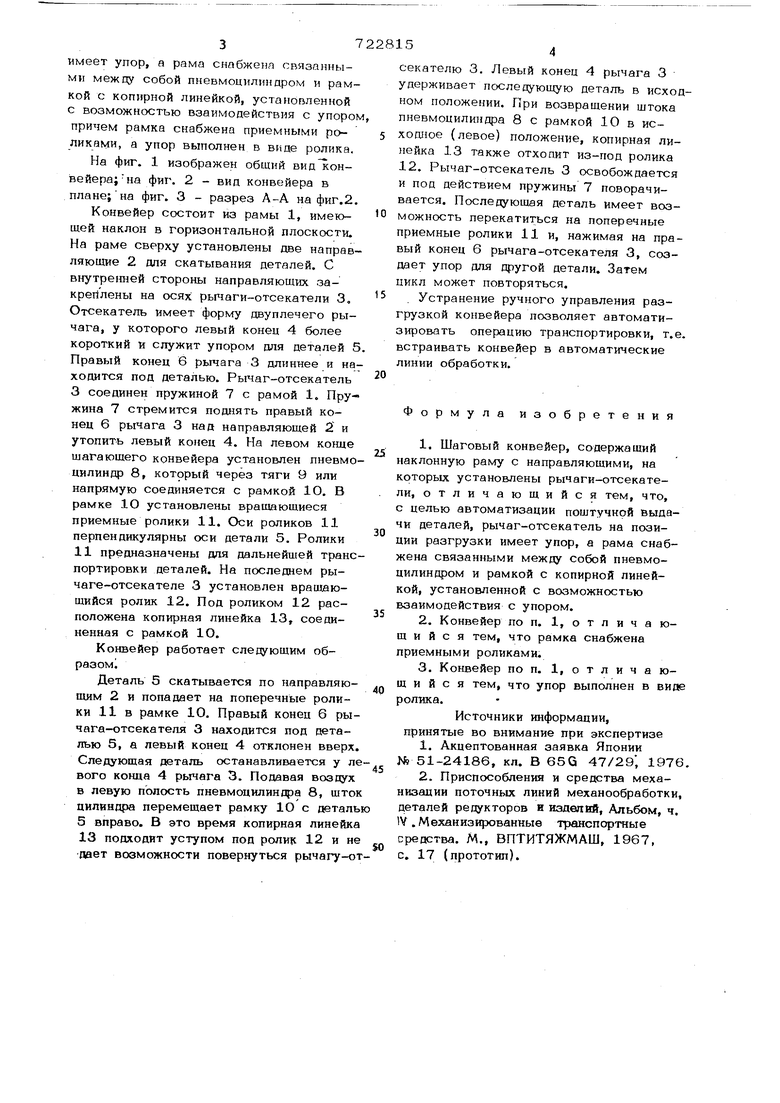
Изобретение относится к машинострое нию и может быть использовано во всех отраслях народного хозяйства для механизации межоперационной транспортировки деталей или передачи деталей с одного транспортирующего органа на щу-; гой, Известен шаговый конвейер, в котором посредством направляющих рельсов под тяжестью собственного веса перемещаются изделия, поспедАве поддерживают с помощью балансиров поднимающиеся и опускающиеся парные сбалансированные ролики в интервале между фиксированными направляющими роликами. Последовательное перемещение цилиндрических изделий осуществляется попеременным опусканием и подниманием выще иди ниже плоскости перемещения первых и вторых сбалансированных роликов, закрепленных на балансирах при прохождении цилинпрических изделий через открытый стопор, находящийся в конце устройства i}. Недостаток такого конвейера - наличие большого количества роликов и отсутствие автоматической разгрузки дшшй. Наиболее близким решением из известных является шаговой конвейер, содержащий наклонную раму с направляюошми, на которых установлены рычагиотсекателв 2. Недостаток конвейера заключается в том, что перед съемом с конвейера первой детали рычаг-отсекатель закрепляется фиксатором, предохраняющим детали от скатывания, а при перемещении их на шаг требует ручного управления. Кроме тото, разгрузка транспортера требует участия рабочего, что не позволяет механизировать процесс транспортировки деталей и встраивать его в автоматические линии обработки. Цель изобретения - автоматизация поштучной выдачи деталей. Указанная цель достигается тем, что рычаг-отсекатель на позиции разгрузки имеет упор, а рама снабжена связанными межпу собой пневмоцилнндром и рамкой с копирной линейкой, установленной с возможностью взаимодействия с упором Причем рамка снабжена приемными роликами, а упор выполнен в виде ролика. На фиг. 1 изображен общий вид конвейера; на фиг. 2 - вид конвейера в плане;на фиг. 3 - разрез А-А на фиг. 2 Конвейер состоит из рамы 1, имеющей наклон в горизонтальной плоскости. На раме сверху установлены две направляющие 2 для скатывания деталей. С внутренней стороны направляющих закрейлены на осях рьпаги-отсекатели 3, Отсекатель имеет форму двуплечего рычага, у которого левый конец 4 более короткий и служит упором для деталей 5 Правый конец 6 рычага 3 длиннее и на ходится под деталью. Рычаг-отсекатель 3 соединен пружиной 7 с рамой 1. Пружина 7 стремится поднять правый конец 6 рычага 3 над направляющей 2 и утопить левый конец 4. На левом ко1ще шагающего конвейера установлен пневмо цилиндр 8, который через тяги 9 или напрямую соединяется с рамкой 1О. В рамке Ю установлены вращающиеся приемные ролики 11. Оси роликов 11 перпендикулярны оси детали 5. Ролики 11 предназначены ддя дальнейшей транс портировки деталей. На последнем рычаге-отсекателе 3 установлен вращающийся ролик 12. Под роликом 12 расположена копирная линейка 13, соединенная с рамкой Ю. Конвейер работает следующим образомДеталь 5 скатывается по направляю пшм 2 и попадает на поперечные ролики 11 в рамке 10. Правый конец 6 ры чага-отсекателя 3 находится под деталью 5, а левый конец 4 отклонен вверх Следующая деталь останавливается у вого конца 4 рычага 3. Подавая возду в левую полость пневмоцилиндра 8, щт цилиндра перемещает рамку Ю с детал 5 вправо, В это время копирная линейк 13 подходит уступом под ролик 12 и дает возможности повернуться рычагусекателю 3. Левый конец 4 рычага 3 держивает последующую деталь в исходном положении. При возвращении штока пневмоцилиндра 8 с рамкой 10 в исошюе (левое) положение, копирная линейка 13 также отхопит из-под ролика 12. Рычаг-отсекатель 3 освобождается и под действием пружины 7 поворачивается. Последующая деталь имеет возможность перекатиться па поперечные приемные ролики 11 и, нажимая на правый конец 6 рычага-отсека теля 3, создает упор для другой детали. Затем цикл может повторяться. Устранение ручного управления разгрузкой конвейера позволяет автоматизировать операцию транспортировки, т.е. встраивать конвейер в автоматические линии обработки. Формула изобретения 1.Шаговый конвейер, содержащий наклонную раму с направляющими, на которых установлены рычаги-отсекатели, отличающийся тем, что, с целью автоматизации поштучной выдачи деталей, рычаг-отсекатель на позиции разгрузки имеет упор, а рама снабжена связанными между собой пневмоцилиндром и рамкой с копирной линейкой, установленной с возможностью взаимодействия с упором. 2.Конвейер по п. 1, о т л и ч а ющ и и с я тем, что рамка снабжена приемными роликами, 3.Конвейер поп. 1, отлича ющ и и с я тем, что упор выполнен в виде ролика. Источники информации, принятые во внимание при экспертизе 1.Акцептованная заявка Японии № 51-24186, кл, В 65G 47/29, 1976. 2.Приспособления и средства механизации поточных линий механообработки, деталей редукторов и изделвй. Альбом, ч. IV .Механизированные транспортные средства. М., ВПТИТЯЖМАШ, 1967, с, 17 (прототип).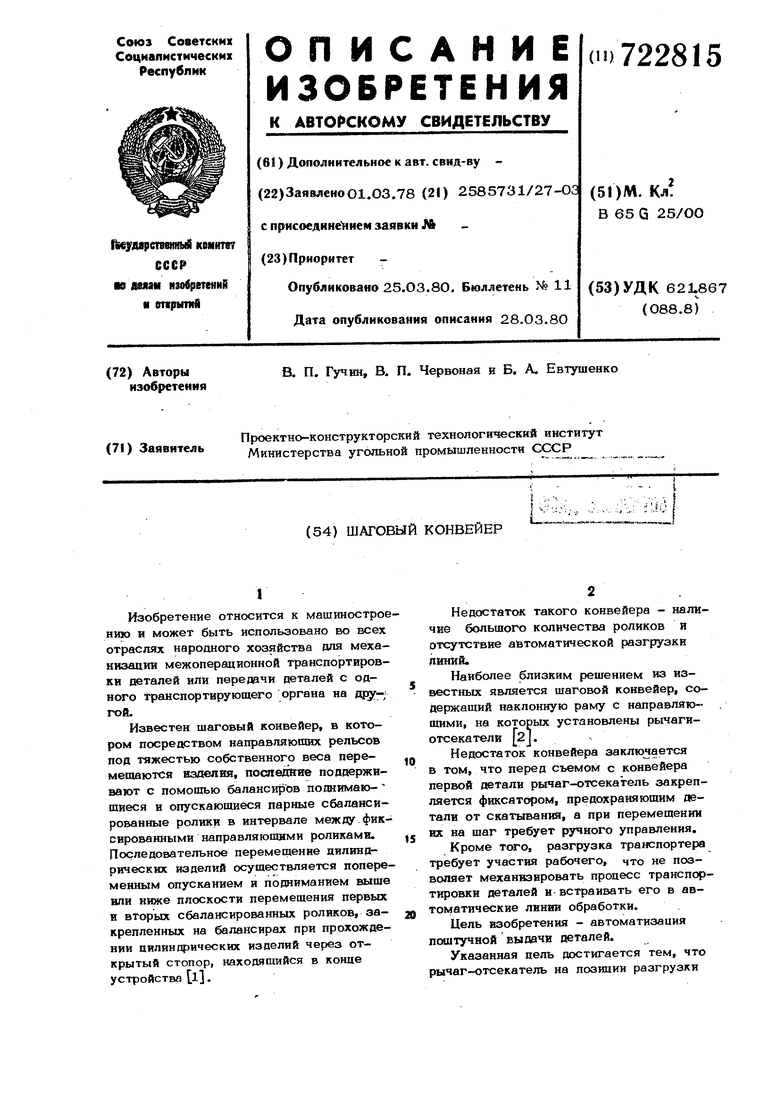
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОШТУЧНОЙ ВЫДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПАКЕТА | 1967 |
|
SU194640A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБ | 1990 |
|
RU2019345C1 |
| Шаговый конвейер-накопитель | 1986 |
|
SU1346527A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Загрузочное устройство | 1986 |
|
SU1333530A1 |
| Устройство для дозированной подачи заготовок | 1985 |
|
SU1284909A1 |
| Шаговый конвейер-накопитель | 1979 |
|
SU859259A1 |
| ПОДВЕСНОЙ КОНВЕЙЕР | 1964 |
|
SU165111A1 |
| Межоперационный склад цилиндричес-КиХ издЕлий | 1979 |
|
SU821327A1 |
| Механизм поштучной выдачи заготовок | 1972 |
|
SU442874A1 |