Изобретение сэтносится к области .,;,; Ш |Уе1 ехнйки, а именно к устройствам для сборки блоков аккунуляторов с плотной посадкой блока в корпус. Так как в этом .случае блок дол- жен строго определенный размер, то сборку бликов выполняют вручную, подбирая в конде сборки электрода требуемой тблщиньУ для по - - jtyiieHHH заданного размера блока . Известно устройство для механи- - -эйро йной сборки блоков электродов « «s««g.ip.jy.g питатели, сборочный механизм с узлом выгрузки собранных блоков на транспортер. Известно также устройство для механизированной сборки блока злек - fpioftOB аккумулятора, содержащее , Питатели, транспортер, сборочный Т еханизм S виде рычажно-кулач оМгб манипз лятора с захватом, узлы it управления работой захбаТй и Ьвязью - :ЙШен1ГЯ транспортёра с,количеством тактов манипулятора. Недостатком известных устройств являются сложность осуществления се лективной сборки блоков заданной то щины ri переналадки на другой типора - - ep aкkyмyлятopa и низкая производи Тельность. Цель изобретения - повышение про йзводительности сборки и упрощение переналадки йрй селективной сборке блоков заданной толщины. Это достигается тем, что сборочный мёханизм выполнен в виде поворр - olrb Диска с закрепленными на нем з хватами и снабжен неподвижным упоро Г- -й-вйД вилки для последовательного съёма. электродов с захватов. На фиг. 1 представлена кинеМатиче ™ гайсхема предлагаемогЬ устройства: на фиг.2 - счетный механизм пита тёлй.- - --- -:-: .;: На столе 1 р ё1ДйаЛЬНО размещены в семь питателей 2, снабженных смен . ными кассетами 3. В центре стола ус тановлен диск 4с восемьи /захватами 5, распойоженньми над питателями 2. Центральная штанга 6 через рычаги 7 ,и кулачок 8 опускает захваты 5 на (j лQУ pOцoв-в кассетах. Непо движный упор 9 вьЙ10л;нёй в видевилки. Толкатель 10 связан со счетным йё5СайЙзмЬм, Содержащим мальтийские кресты Пи 12 и пару сменных шесте рён 13, CBHsaHtoix с приводом.
,724017 Счетный механизм питателя снабен заслонкой с двумя флажками 14, сменными кулачками 15 и сменными звездочками 16, пазы которых взаимоействуют с пальцем 17, установленным на диске 4. При работе устройства в питатели устанавливают кассеты с упакованными в сепарацию электродамии включает механизмы автоматического поддержания уровня электродов в кассетах, а также главный привод. Под действием кулачка 8 захваты 5 поднимают по одному электроду из каждой кассеты. При повороте диска 4 электроды, встречаясь Форцами с вилкой неподвижного упора 9, уйладываются поочередно в пакет перед планкой толкателя 10. При очередной остановке .диска захваты 5 . поднимают следующую группу электродов И укладывают их на предыдущие. После заданного количества рабочих ходов диска 4 мальтийский крест 11 поворачивается, а толкатель 10 выгружает собранный блок. Количество рабочих ходов в цикле определяется передаточным отношением шестерен 13. При сборке блокас количеством электродов, не кратным восьми, на предпоследнем . / повороте диска 4 происходит перекрывание одной или нескольких кассет. Настройка счетного механизма питателей 2 на пёрёкрь1Ванйе кассетПроизводится подбором соответствующих сменных кулачков 15 и звездочек 16. Цикл работы устройства может быть настроен на сборку блоков с любым количеством .электродов в пределах восьми рабочих ходов диска (до 64 электродов). При большем числе- электродов сборку целесообразно производить за два цикла, комплектуя блок из двух полублоков. Использование устройства повышает Производительность сборки за счет одновременной сборки восьми электродов за рабочий ход без холостых ходов рабочих органов. При этом MeeTCjf возможность установки кассет с электродами различных групп по толщине, ЧТО позволяет производить селектибную сборку блоков заданной толщины, обеспечивается также возможность простой переналадки устройства на сборку другого типоразмера.
724017
cpt/.Z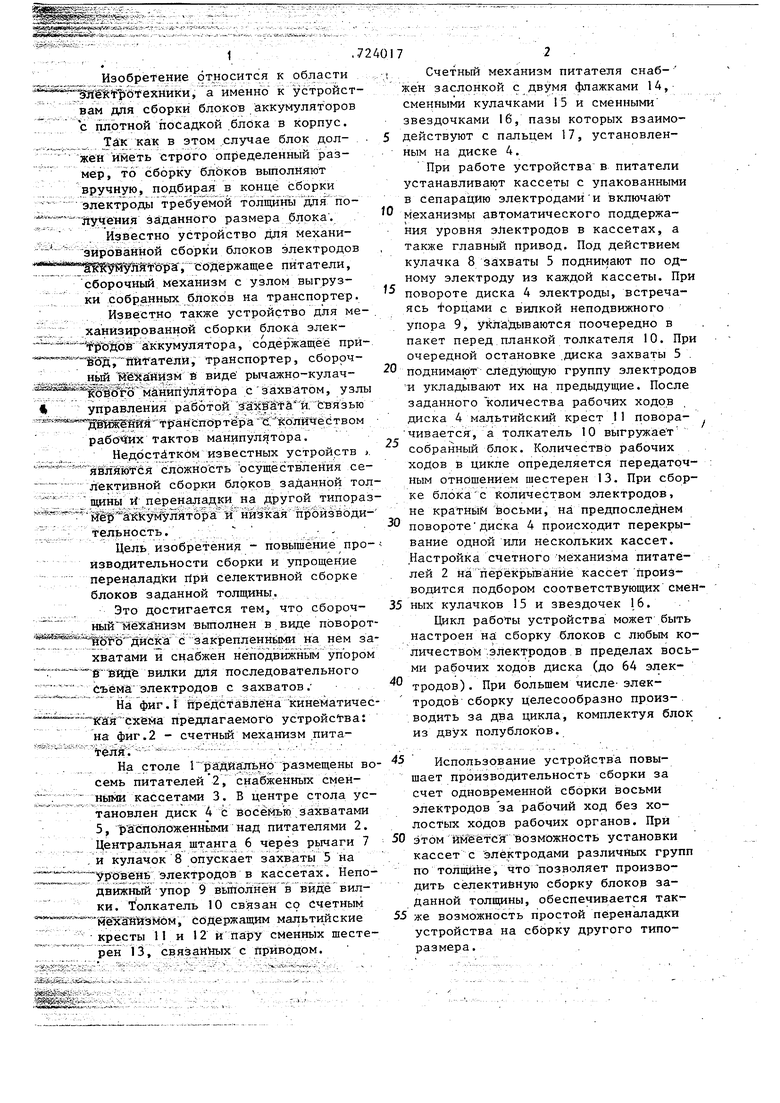
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ СТАТОРА ПОДСТРОЕННОГО | 1965 |
|
SU176984A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТА В ОТДЕЛОЧНОМ ПРОИЗВОДСТВЕ ДЛЯ КРАШЕНИЯ ПРЯЖИ В БОБИНАХ | 1967 |
|
SU202864A1 |
| Автомат для заполнения желатиновых капсул | 1978 |
|
SU906562A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ | 1994 |
|
RU2082291C1 |
| Способ сборки блока электродов аккумулятора | 1975 |
|
SU555467A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Загрузочное устройство | 1990 |
|
SU1738594A1 |
| Устройство для подачи и перемещения изделий | 1989 |
|
SU1724547A1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |

УСТРОЙСТВО ДЛЯ СБОРКИ БЛОКОВ ЭЛЕКТРОДОВ АККУМУЛЯТОРА, содержащее привод, питатели с механизмом автоматического поддержания верхнего уровня электродов в кассетах, сборочный механизм с за^хватами, механизм выгрузки собранных блоков, узлы управления работой захвата и связью количества рабочих тактов сборочного механизма с перемещением блока электродов, о т л и- чающееся тем, что, с целью повьшения производительности сборки и упрощения переналадки при селективной сборке блоков заданной толщины, сборочный механизм вьтол- ней в виде поворотного диска с закрепленными на нем захватами и снабжен неподвижным упором в виде вилки для последовательного съема электродов с захватов.tt(Л<1Ю^
| Устройство для подготовки пульпы к флотации | 1984 |
|
SU1240456A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
