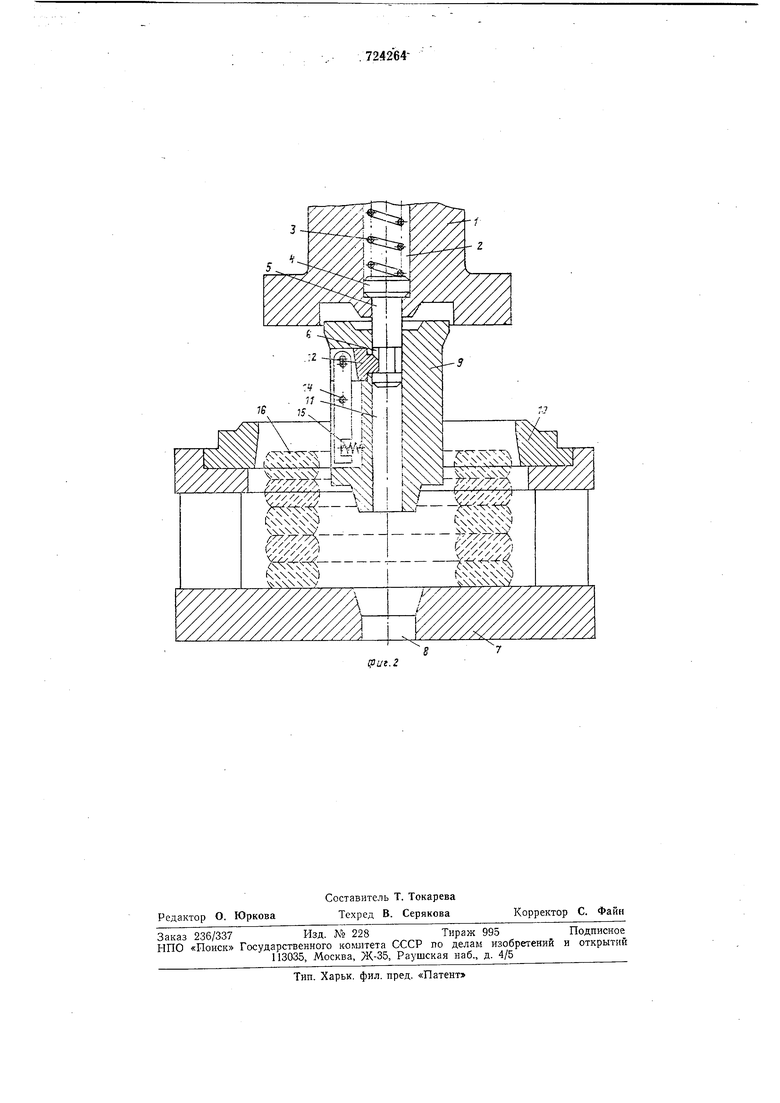
прошивной пуансон 9. На нижней пллте-смонтирована обрезная матрица 10. В прошивном пуансоне 9 выполнено осевое отверстие //, а в углублении на баковой поверхности установлена защелка 12 и рычаг 13 на оси 14, один конец которого соединен с защелкой 12, а другой - с пружиной /5. Штамл работает следующим образом. Обрабатываемая деталь J6 укладывается на обрезную матрицу 10. В начальный период обрезной пуансон 1 расположен в крайнем верхнем (положении, щток 5 под действием пружины 5 находится в крайнек; нижнем положении, выступая за рабочий торец обрезного луансона, прощивной пуансон 9 установлен в отверстии 8 нижней плиты 7. В процессе работы штампа пуансон / пробивает в обрабатываемой детали центральное отверстие и обрезает ее по .контуру. Отход /7 от пробивки, перекрывая отверстие // в прошивном яуансоне 9, не позволяет штоку 5 (ВОЙТИ в зацепление с защелкой 12, в результате чего шток 5 утапливается в отверстие 2 обрезного пуансона, сжимая пружину 3, а обрабатываемая деталь при этом сбрасывается обрезным пуансоном на нижнюю ллиту 7. При ходе обрезлого пуансона вверх шток 5 под действием пружины 5 принимает первоначальное нижнее положение, лращлвной пуансон 9 вместе с обработакной деталью остается :на нижней илите. Затем с лрошивного пуансона 9 сбрасывается отход 17, на матрицу 10 укладывается новая обрабатываемая деталь, и цикл повторяется до тех пор, пока обработанные детали, уложенные одна на другую, не залолнят рабочую высоту прошивлого луансона. Далее обрезной луансон 1 поднимается вверх, отход 17 удаляют ,и производят холостой ход обрезного луансона вниз. Шток 5 входит в отверстие // прошивного пуансона 9, защел,ка 12 взаимодействуя с кольцевой проточкой, соединяет лрошивной и обрезной пуансолы. При лодъеме обрезиого пуансона / вверх прощивной луансон 9 поднимается из нижней плиты вверх, освобождая обработанные детали (см. фиг. 2). После удаления обработанных деталей из штампа лажатием на нижний конец рычага 13 защелка 12 выводится из зацепления, освобождая прошивной луансон 9, который устанавливается в отверстие 8 нижней плиты 7. Возврат защелки в первоначальное лоложение производится пружиной 15. Использование предложенной конструкции штампа позволяет обрабатывать детали лартиями, что исключает необходимость поднятия вверх орошявного пуансона для удаления каждой обработанной детали, а следовательно, уменьшает количество холостых ходов пресса, что повышает его производительность. Формула изобретения Штамп совмещенного действия для ,0-6резки заусенца и пробивки центрального отверстия в детали, содержащий верхнюю ллиту со смонтированным на ней обрезным пуансоном :И «ижнюю тлиту со смонтированной на ней обрезной матрицей, а также свободно установленным прошивным пуансоном, и снабженный механизмом соединения прошивного и обрезного пуансонов, выполненным в виде смонтированной на проЩ1ИВНОМ пуа-нсоне подпружиненной защелкя и захватного элемента, размещенного на обрезном луансоне, отличающийся тем, что, с целью повышения производительности путем обеспечения возможности одновременного удаления нескольких деталей, захватный элемент выполнен в виде подпружиненного штока с проточкой под защелку, размещенного в выполненном в обрезном пуансоне осевом отверстии, при этом в прошивном пуансоне выполнено осевое отверстие под указанный шток. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР № U9427, кл. В 21 J, 13/02, 1958.
7
13
//// }
V //x /
,
t
ч:
/////Л
ej,
-|Ш1
KX) V

| название | год | авторы | номер документа |
|---|---|---|---|
| К:С6ООЮЗКДЯ ПДТЕй-Шй-ТЕКй1^^!!Е«Ш| | 1973 |
|
SU378273A1 |
| Обрезной штамп | 1958 |
|
SU119427A1 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| МНОГОПОЗИЦИОННЫЙ ШТАМПОВОЧНЫЙАВТОМАТ | 1971 |
|
SU430926A1 |
| Устройство для загрузки и удаления деталей | 1982 |
|
SU1015995A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |