Известны штампы для штампования полых изделий из листового металла ири помощи пластичного легкоплавкого веидества (парафина, стеарина, воска).
Отличительные признаки описываемого разъемного штампа заключаются в том, что вокруг иаполненной пластичным легкоплавким вешестром полости штампа помещены нагреватели для поддержания веще ства в жидком состоянии, а у поверхностей разъема штампа расположены охладители для затвердевания просочившегося в неплотности легкоплавкого вещества.
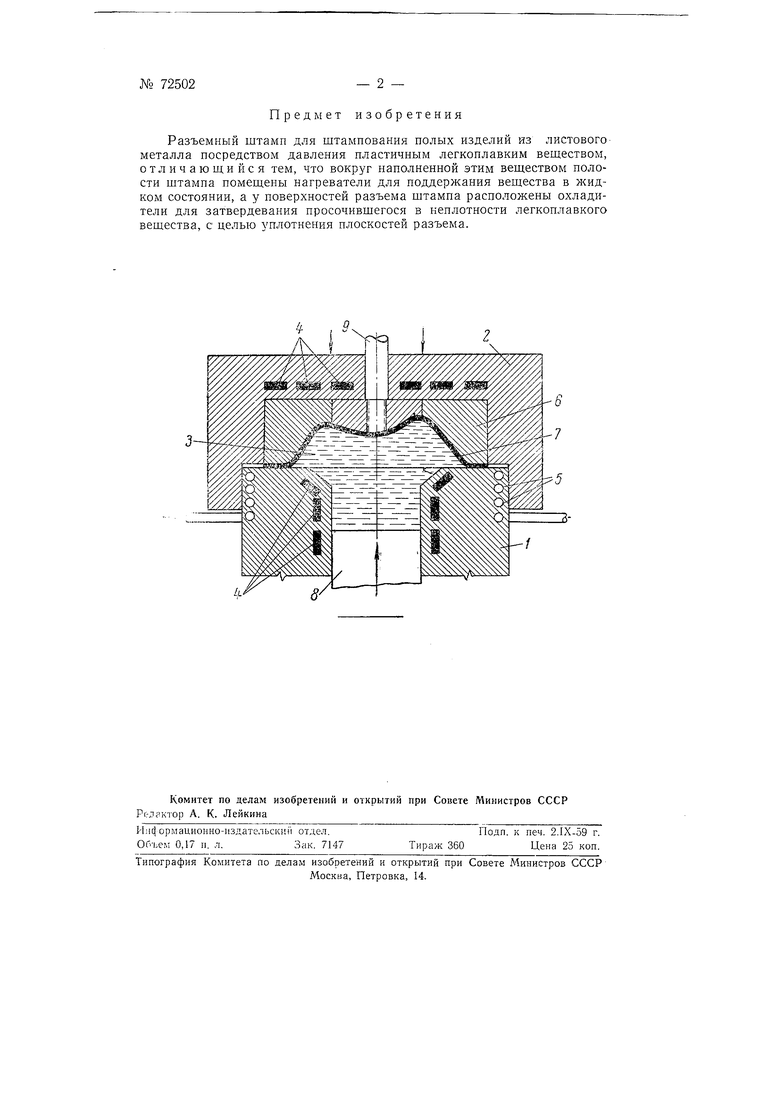
На чертеже представлен штамп в разрезе. Штамп состоит из нижней неподвижной части / и верхней подвижной части 2.
В нижней части } имеется полость 3 с пластичным легкоплавким веществом. Вокруг полости 3 помешены нагреватели 4, служащие для поддержания легкоплавкого вещества в жидком состоянии. Для затвердевания просочившегося в неплотности легкоплавкого вещества и для уплотнения плоскостей разъема у поверхностей разъема щтампа расположены охладители 5. В верхней части 2 щтампа, имеющей также нагреватели 4, крепится сменная металлическая форма-матрица о.
При работе заготовка 7 кладется на при/кпм:му1О плоскость iiiiKiieii части / щтампа, на которую опускается верхняя часть 2 и прижимает заготовку 7 к плоскостям разъема. Жидкое пластичное легкоплавкое вещество, нагнетаемое поднимающимся вверх плунжером 8 заполняет полость 3 и деформирует заготовку 7. При этом просочившаяся в неплотности разъема штампа часть легкоплавкого вешества быстро затвердевает, устраняя подение давления в полости и дальнейшую утечку вещества. После этого плунжер 8 опускается вниз, легконлавкое Beoicство стекает обратно в полость, а верхняя часть 2 поднимается. Отштампованная деталь снимается с верхней части 2 выбpacывaтeлe i 9.
Предмет изобретения
Разъемный штамп для штампования полых изделий из листового металла посредством давления пластичным легкоплавким веществом, отличаюодийся тем, что вокруг наполненной этим веш,еством полости штампа помеш,ены нагреватели для поддержания вешества в жидком состоянии, а у поверхностей разъема штампа расположены охладители для затвердевания просочившегося в неплотности легкоплавкого вещества, с целью уплотнения плоскостей разъема.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для прессования в контейнере фасонных деталей и профилей | 1957 |
|
SU113445A1 |
| Пресс для объемной штамповки | 1958 |
|
SU121012A1 |
| Штамп для крупных деталей типа дисков | 1959 |
|
SU125114A2 |
| Способ безоблойной штамповки | 1957 |
|
SU111977A1 |
| Штамп для гибки из листового металла деталей двоякой кривизны | 1955 |
|
SU104403A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| Керамический штамп для изготовления изделий сложной формы | 1988 |
|
SU1611547A1 |
| Способ гидромеханической объемной штамповки изделий | 1977 |
|
SU745585A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХИЗДЕЛИЙ | 1971 |
|
SU430932A1 |