I
Изобретение относится к машиностроению, в частности к оборудованию для обработки металлов давлением.
Известно устройство точной установкидетали для правки, содержащее, привод вращения детали, блок управления приводом, выход которого подключен ко входу привода вращения детали, датчик кривизны и заНоминаюшее устройство, вход которого соединен с выходом датчика кривизны 111.
Недостатком этого устройства является никая производительность, обусловленная необходимостью вращения детали на два полных оборота для определения кривизны.
Цепь изобретения - повышение производительности.
Указанная цель достигается тем, что устроство снабжено блоками логики, определения знака, определения знака приращения и сравнения, при этом один выход блока логики подключен к входу блока управления приводом, а другой - ко вЧоду запоминающего устройства, выход блока определения знака подключен ко входу блока логики, а вход
подключен к выходу датчика кривизны, выход блока определения знака приращения подключен ко входу блока логики, а вход - к выходу датчика кривизны, выход блока сравнения подключен ко входу блока управления приводом, один вход подключен к выходу запоминающего устройства, а другой - к выходу датчика кривизны.
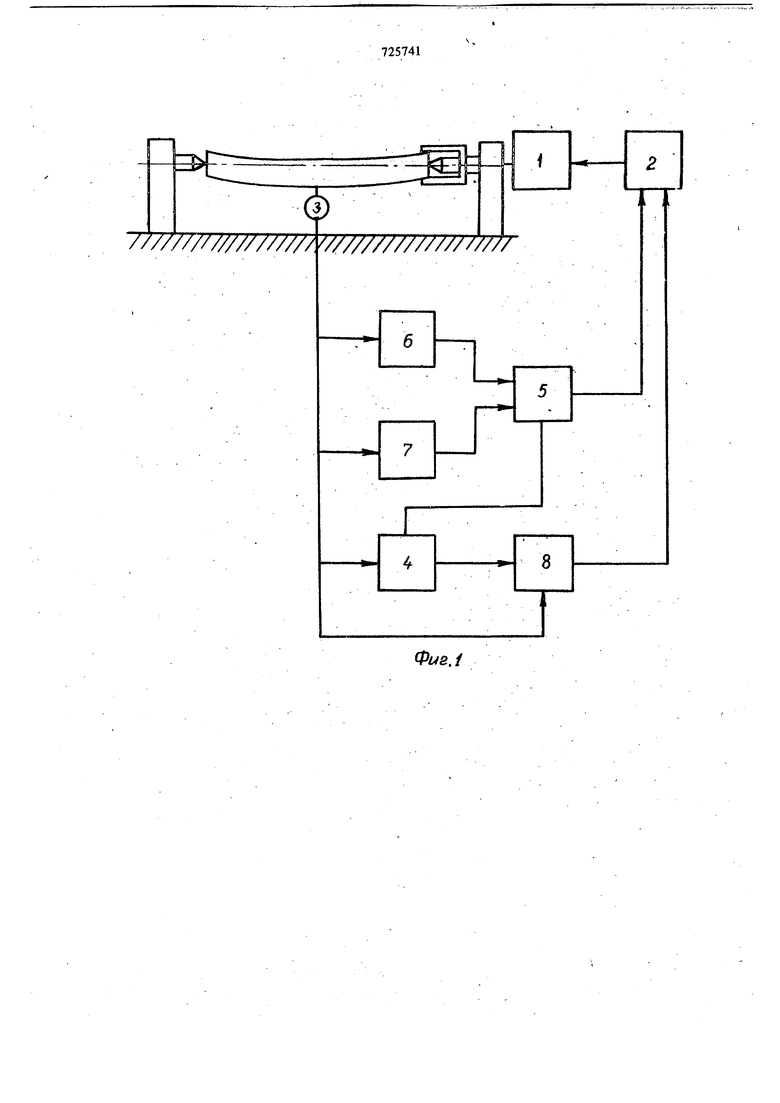
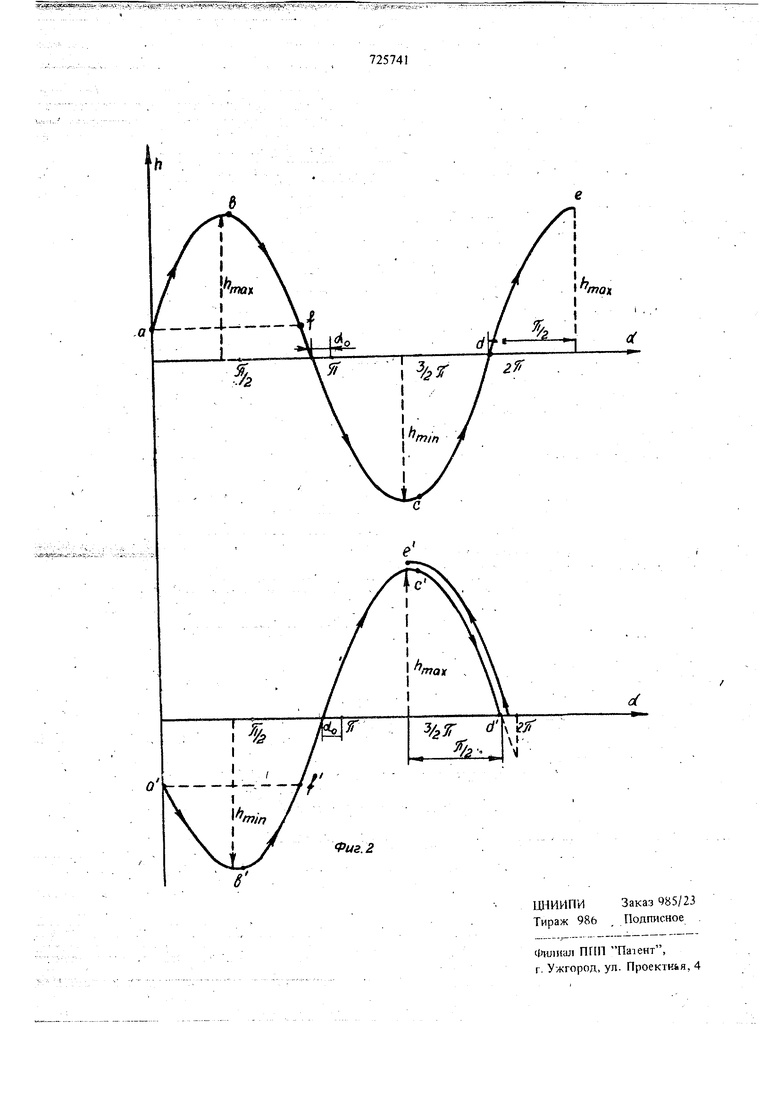
На фиг. 1 изображена блок-схема устройства; на фиг. 2 - график определения истинного радиуса кривизны детали.
Устройство содержит привод вращения детали 1, блок 2 управления приводом, датчик 3. Кривизны, запоминающее устройство 4, блок 5 логики, блок 6 определения знака, блок 7 определения знака приращения и блок 8 сравнения.
Устройство работает следующим образом.
. Выправляемая деталь зажимается в центрах. На выходе датчика 3 кривизны появляется электрический сигнал пропорциональный отклонению размера детали от ее идеального радиуса, при этом эта величина может быть положительной или отрицательной. Блок 6 определения знака определяет знак сигнала с выхода датчика 3 кривизчы и вьзда команцу, соответствующую этому знаку, на вход блока 5 логики, который согласно с эти сигналом задает блоку 2 управления приводом необходимое направление вращения детали. ДетальНачинает вращаться, в результате чего происходит изменение выходного сигнала датчика 3 кривизны. Блок 7 определения знака приращения определяет знак приращения сигнала с выхода датчика 3 кривизны н выдает команду, соответствующую этому знаку в блок 5 логики. Блок 5 логики по сигналам с выходом блока 6 определения знака и блока 7 определения знака приращения анализирует изменение сигнала с выхода датчика 3 кривизны. Если сигнал с выхода датчика 3 кривизны изменяется в сторону ближайшего экстремума, то вращение детали продолжается в заданном направлении, в противном случае блок 5 логики задает блоку 2 управления приводом обратное направление вращения детали. При достижении первого экстремума запоминающее устройство 4 запоминает величину первого экстремума (максимального или мини мального), а блок 5 логики запоминает прохождение,первого экстремума. При достижении второго экстремума запоми нающее зстройство 4 фиксирует величину второго- экстремума (минимального или максимального) , а блок 5 логики запоминает прохождение второго экстремума и вьщает сигнал запоминающему устройству 4. По этому сигналу запоминающее устройство 4 определяет и запоминает истинный радиус детали к:ак полусу му величин экстрем5 ов, а также аеличину кривизны детали, как полуразность этих величин. Вычисленная величина истинного радиуса детали подается на первый вход блока 8 сравнения, а на второе вход подается величина с выхода датчика 3 кривизны. В Момент, когда показание датчика 3 кривизнь будет равно вы численному истинному радиусу детали блок 5 логики задает блоку 2 управления приводом поворот детали на угол гг/2-по ходу вращения детали, если изменение выходного сигнала датшка 3 кривизны происходит в сторону увеличения или на угол 7Г/2 в противоположном эра щению направленш если изменение выходного сигнала датчика 3 кривизны происходит в сторону его уменьшения. В точках максимального сигнала вращение прекращается и деталь устанавливается кривизной вверх в плоскость правки. Поворот детали на угол 7г/2 происходит потому, что датчик кривизны установлен под деталью для контроля величины прогиба детали плунжером правильного пресса. Экономический эффект от использования устройства обуславливается повышением производительности правки за счет уменьшения угла и времени поворота детали при установке ее в плоскость правки. Формула изобретений Устройство точной установки детали для правки, содержащее привод вращения детали, блок управленяи приводом, выход которого подключен, ко входу привода вращения детали, датчик кривизны и запоминающее устройство, вход которого подключен к выходу датчика кривизны, отлича, ющееся тем, что, с целью повышения производительности, оно снабжено блоками логики, определения знака, определения знака приращения и сравнения, при этом один вь1ход блока логики подключен ко входу блока управления приводом, а другой - ко. входу запомршающего устройства, выход блока определения знака подключен ко входу блока логики, а вход подключен к выходу датчика кривизны, выход блока определения знака приращения подключен ко входу блока лotшcи, а вход - к выходу датчика кривизны, выход блока сравнения подключен ко входу блока управления приводом, один вход . подключен к выходу запоминающего устройства, а другой -к выходу датчика кривизны. Источники информации, принятые во внимание при экспертизе 1. Акцептованная заявка Японии № 47-9254, кл. 12 С 321, 1972.
///////////////////. ///////////////7///
Фиг,{
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство точной установки детали для правки | 1977 |
|
SU662191A1 |
| Устройство точной установки деталей для правки | 1978 |
|
SU774673A1 |
| Устройство точной установки деталей для правки | 1978 |
|
SU719744A1 |
| Устройство для правки трубных заготовок | 1989 |
|
SU1648587A1 |
| Устройство точной установки цилиндрической детали при правке | 1978 |
|
SU863062A1 |
| Система управления правильным прессом | 1979 |
|
SU852405A1 |
| Система управления правильным прессом | 1977 |
|
SU715172A1 |
| Экстремальный регулятор режима обработки на металлорежущих станках | 1980 |
|
SU1015338A1 |
| Устройство для правки длинномерных цилиндрических деталей | 1977 |
|
SU667276A2 |
| Установка для правки длинномерных изделий | 1984 |
|
SU1217525A1 |