1
Изобретение относится к металлургии, а точнее к непрерывной разливке цветных и жаропрочных сплавов.
Известен кристаллизатор для непрерывной разливки металлов, содержащий графитовую формообразующую втулку, помещенную в разъемный охлаждаемый кожух, имеющий на контактной поверхности с графитовой втулкой сетчатую накатку, и прижимное устройство 1.
К недостаткам этого кристаллизатора следует отнести неравномерность теплоотвода, вызванную нарушением плотного контакта на участк.ах диаметрально противоположных и равноудаленных от разъема кожуха. Это обусловлено тем, что при совмещении половин кожуха с графитовой втулкой, нагрузка на этих участках прикладывается по касательной к поверхности графитовой втулки, что влечет за собой смятие графита зубьями сетчатой накатки, а, следовательно, нарушение контакта с охлаждаемым кожухом и снижению теплоотвода по периметру формообразующей втулки.
С целью устранения указанных недостатков на контактной поверхности разъемного
кожуха по обе стороны от разъема на участках, равных сектору с центральным углом 30-45°, выполнена режущая гребенка, гребни которой перпендикулярны образующей кожуха, а шаг и высота гребней равны шаГУ и высоте зубьев сетчатой накатки.
Величина центрального угла выбрана из условия оптимального .совмещения площадей сетчатой накатки и режущей гребенки, обеспечивающего максимальный контакт. Геометрическим анализом установлено, что величина центрального угла а менее 30° недостаточна для ликвидации сминающего действия зубьев сетчатой накатки. Превышение величины центрального угла а более
45° приводит к тому, что режущая гребенка выходит из зоны приложения усилия прижима по касательной и попадает в зону нормальных нагрузок, а это приведет к раздавливанию графитовой втулки. Величина .шага зубьев сетчатой накатки и гребней режущей гребенки выбирается из условия равномерности контакта сопрягаемых поверхностей и возможности механического оборудования.
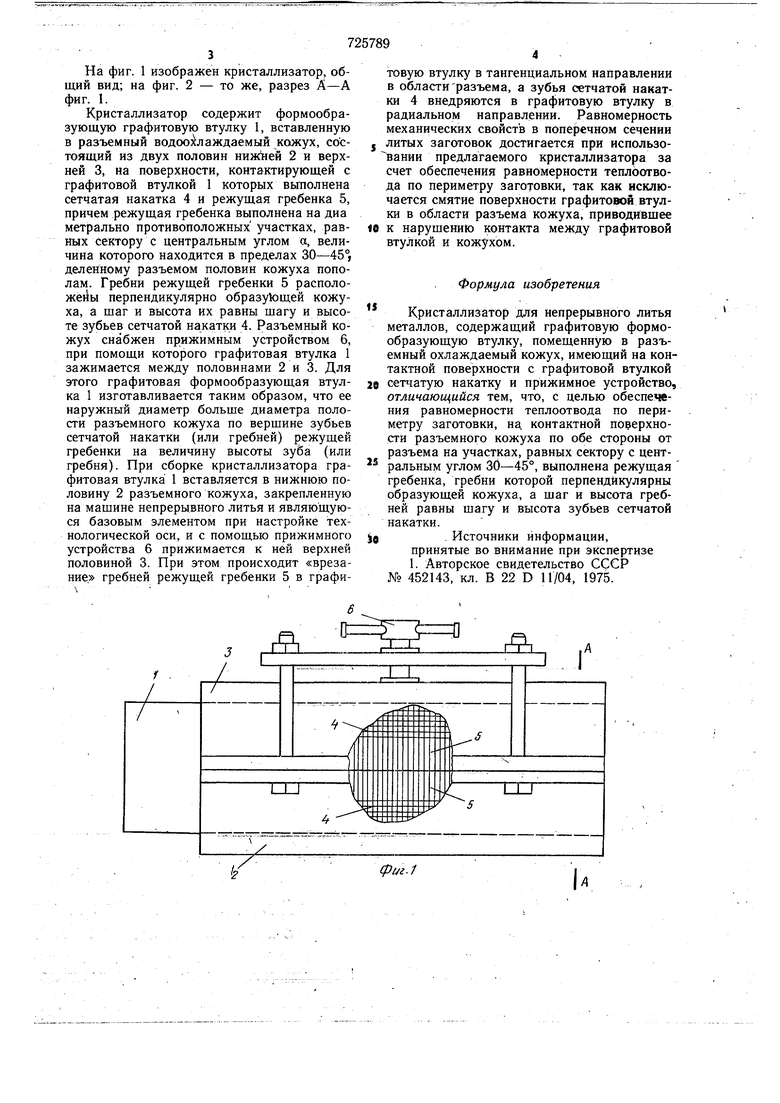
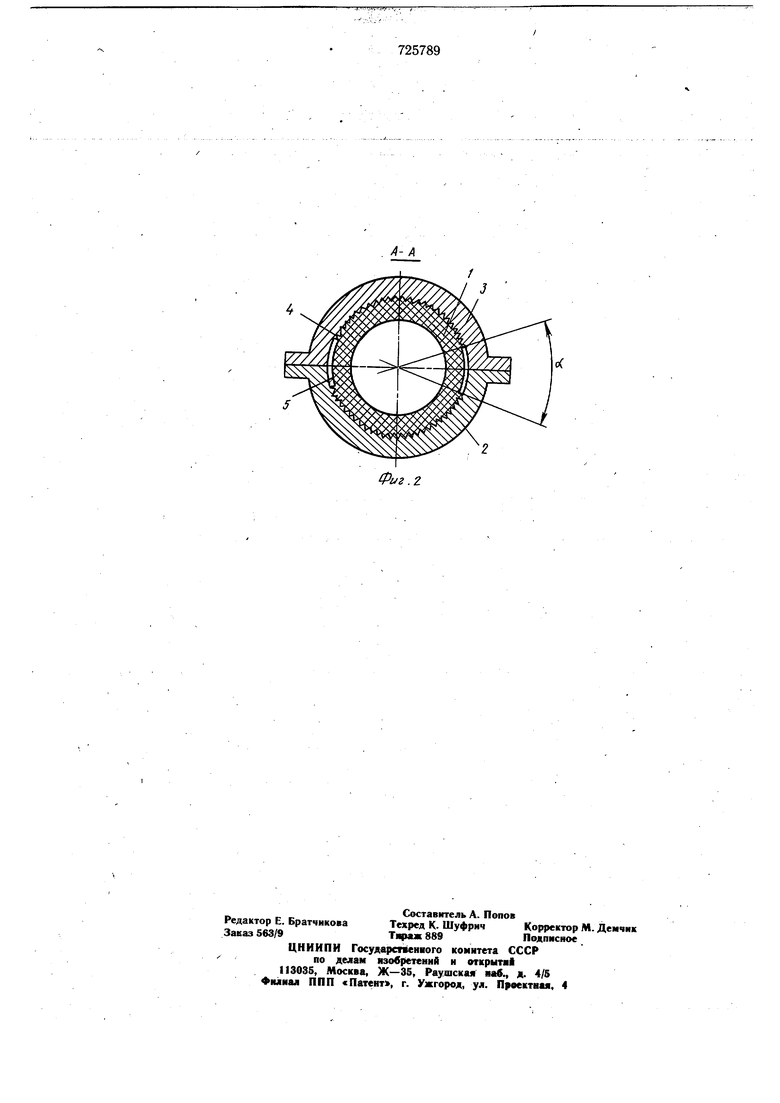
На фиг. 1 изображен кристаллизатор, общий вид; на фиг. 2 - то же, разрез А-А фиг. 1.
Кристаллизатор содержит формообразующую графитовую втулку 1, вставленную в разъемный водоо лаждаемый кожух, состоящий из двух половин нижней 2 и верхней 3, на поверхности, контактирующей с графитовой втулкой 1 которых вьтолнена сетчатая накатка 4 и режущая гребенка 5, причем режущая гребенка вьтолнена на диа метрально противоположных участках, равных сектору с центральным углом а, величина которого находится в пределах 30-45°, деленному разъемом половин кожуха пополам. Гребни режущей гребенки 5 расположейы перпендикулярно образу1ощей кожуха, а щаг и высота их равны щагу и высоте зубьев сетчатой накатки 4. Разъемный кожух снабжен прижимным устройством 6, при помощи которого графитовая втулка 1 зажимается между половинами 2 и 3. Для этого графитовая формообразующая втулка 1 изготавливается таким образом, что ее наружный диаметр больше диаметра полости разъемного кожуха по верщине зубьев сетчатой накатки (или гребней) режущей гребенки на величину высоты зуба (или гребня). При сборке кристаллизатора графитовая втулка 1 вставляется в нижнюю половину 2 разъемного кожуха, закрепленную на машине непрерывного литья и являющуюся базовым элементом при настройке технологической оси, и с помощью прижимного устройства 6 прижимается к ней верхней половиной 3. При этом происходит «врезание. гребней режущей гребенки 5 в графитовую втулку в тангенциальном направлении в областиразъема, а зубья сетчатой накатки 4 внедряются в графитовую втулку в радиальном направлении. Равномерность механических свойств в поперечном сечении
J литых заготовок достигается при использо вании предлагаемого кристаллизатора за счет обеспечения равномерности теплоотвода по периметру заготовки, так как исключается смятие поверхности графитовой втулки в области разъема кожуха, приводивщее
10 к нарушению контакта между графитовой втулкой и кожухом.
Формула изобретения
кристаллизатор для непрерывного литья металлов, содержащий графитовую формообразующую втулку, помещенную в разъемный охлаждаемый кожух, имеющий на контактной поверхности с графитовой втулкой
9 сетчатую накатку и прижимное устройство, отличающийся тем, что, с целью обеспечения равномерности теплоотвода по периметру заготовки, на. контактной порерхности разъемного кожуха по обе стороны от разъема на участках, равных сектору с центральным углом 30-45°, выполнена режущая гребенка, гребни которой перпендикулярны образующей кожуха, а шаг и высота гребней равны щагу и высота зубьев сетчатой накатки.
о. Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 452143, кл. В 22 D 11/04, 1975.
гЭг
/
г
, Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный кристаллизатор дляНЕпРЕРыВНОй РАзлиВКи | 1977 |
|
SU806237A1 |
| Кристаллизатор для непрерывного литья цветных металлов и сплавов | 1983 |
|
SU1098657A1 |
| Кристаллизатор для непрерывного литья металлов | 1982 |
|
SU1036441A1 |
| Устройство для гофрирования ленты | 1990 |
|
SU1779435A1 |
| Способ горизонтального непрерывного литья заготовок и машина для его осуществления | 1982 |
|
SU1138232A1 |
| Стержневой ящик | 1982 |
|
SU1180149A1 |
| Кристаллизатор для непрерывного литья металлов | 1983 |
|
SU1107955A1 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
.7
Сриг.1
2
Фиг.г
