(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ
лавл.яемого металла. Креме этого, нульсатор устройства отличается сложноЛ Ъ -ед-л- - --. -i.:--iv..--L .--1 --- ...- .V ;j- - -V ,
Устройство не позволяет простыми етодами, например с помощью манрметaV контролировать и изменять при небходимости энергию импульса газа, то важно при автоматизации технологических процессов.
Целью изобре тения является снижение расхода защитного газа и повышение качества наплавленного металла
Ш с ЖШйя Длительности импульса аза, уменьшения времени подачи имульса /газа, в горелКу и выделением
аксимального количества энергии имульса в его начальный момент, а также упрощение устройства.
Цель достигается тем, что в уст-;
ройстве Для электродуговой сварки плавждимся электродом в защитных газа,. содержащем сварочную горелку, соеди- . ненНую тазоподводящим шлангом суправляемым пневмоклапаноми пульсатором, соединённым с источником газа, пульсатор выполнен в виде-трубки с поперечным сечением равйым поперечному ceileMib прохдд нйго бтвё рст1йя пнёвмоклапана, причем упомянутая трубка одним концом соединёна с пцевмоклапаном, а в Другом ее конце установлен дроссель,
устройство позволяет более : эффективно использовать энергию газового импульса, так как при истечении газа из. объема через отверстие, в данном случае через проходное отверстие пневмойлапана, соизмеримое с его поперечным сечением, истечение происходит более быстро. Импульс газа по времени может быть представлен в виде убывающей экспоненты, благодаря чему максима.льная часть энергии передается капле {Зассплавляемого металла в начальный момент времени. Это приводит к тому, tjTo энергия -импульс а газа, используёфся более эффективноГ каТпля йахрдйтся йа торцеэлектрода минймальнеё йремя дйй ёльн6сть импульса при :этом минимальна, капля меньше охлаждается и наплавка осуществляетдя бсхп1ее качеств ёЙн сГ, -, . Степень .тгросселирования выбирают такой, чтобы время наполнения пульсатора газ ом было больнее времени опорожнения, что позтеолнёт уменьшить расход защ1|тного газа. При необходимости энергйю импульса можно изменить п.утем иэменений давлеййй газа всйстеме С помощью редуктора. Контроль осуществляют по манометру, установленйому между редуктором и дросселем. Благодаря этому манометр не подвергается Динамическим нагрузкам во время йстгечёнйя. газа из пульсатора
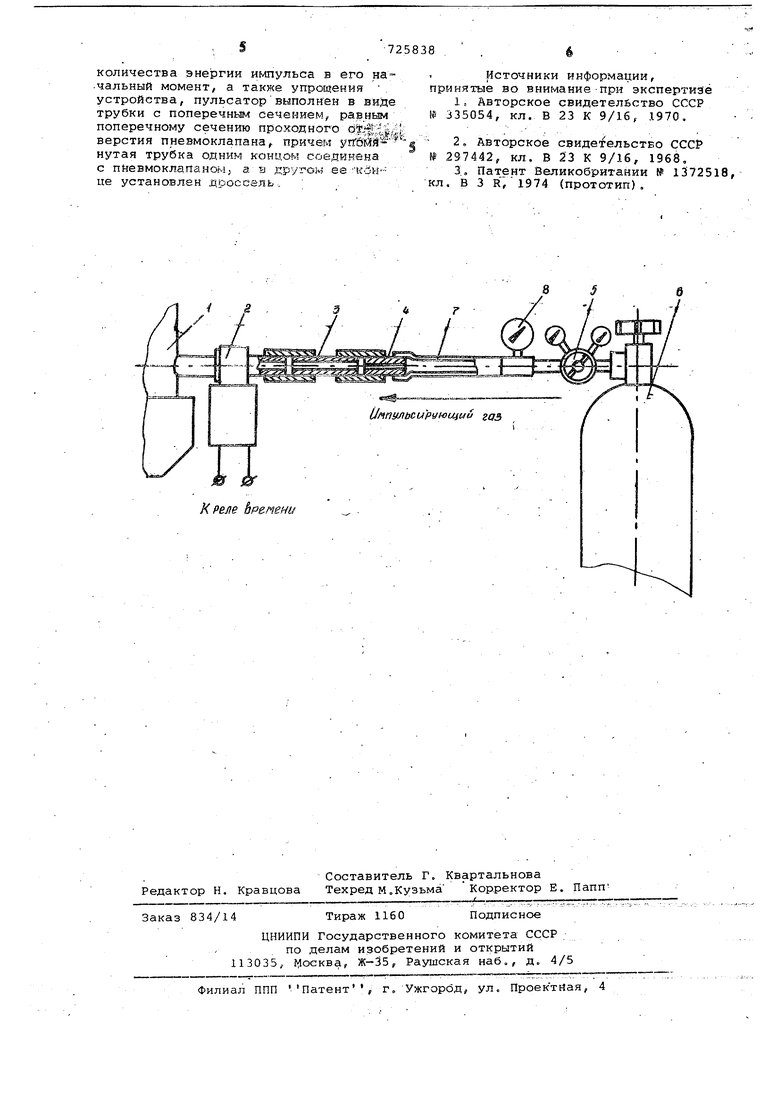
На чертеже скематиче ски изображено устройство для подачи управляющих импульсов газа всварочную горелку. ;
К сварочной горелке 1 подсоединен клапа.н 2, управляемый реле времени, к которому подсоединен пульсатор, выполненный в виде трубки, поперечное сечение которой -равно поперечному сечению проходного отверстия клапана 2 На входе в пульсатор 3 установлен дроссель, например дроссельная шайба 4. Дроссельная шайба 4 соединяется с редуктором 5 баллона 6 защитного газа посредством газоподводящего шланга 7. В газоподводящий шланг 7 вмонтирован манометр 8. Дроссель выполняют в виде дросселирующего клапана, дросселирующей диафрагмы или пористой пробки.
Устройство работает следующим образом.
После открытия баллона б с помощь редуктора .5 в пульсаторе 3 устанавлийается определенное давление, контролирующееся манометром 8, которое характеризует энергию импульса.
В конце рабочего цикла реле времени подает команду на клапан 2, который дает возмржность защитному газу вытекать из пульсатора 3 в сварочную горелку 1.
После Осуществления полного свароного цикла реле времени подает команду и клапан закрывается, пульсатор наполняется газом и весь цикл повторяется снова.
Наплавкой одиночной капли на деталь можно проводить некоторые виды массовых и серийных изделий, например, электрических контактов коммутационной аппаратуры, которые в настоящее время производятся в большом количестве, поэтому за счет снижения расхода газа и улучшения качества можно получить определенный экономический эффект. Устройство позволяет подобрать импульс газа так, что снижает ток в дуге примерно в два рана Это дает врзможнрс.т.ь наплавлять капли на детали малой толщины без их прогорания и оплавления.
Простота устройства позволяет его изготавливать с минимальными затратами, а надежность Функционирования и гибкость регулирования даеу возможность применять такие устройства при автсматизации процесса.
Формула изобретения
Устройство для электродуговой сваки плавящимс.я электродом в защитных газах, содержащее сварочную горелку, соединенную газоподводящим шлангом с управляемым пневмоклапаном и. пульсатором, соединенным с источником.газа., отличающееся тем, что, сцелью снижения .расхода защитного газа и повышения качества наплавленного металла путем снижения длительности импульса газа, уменьшения времени подачи импульса газа в горелку и выделё.ние,м максимального
количества энергии импульса в его начальный момент, а также упрощения устройства, пульсатор выполнен в виде трубки с поперечным сечением, равным поперечному сечению проходного Qfef-i/; верстия пневмоклапана, причем нутая трубка одним концов соединена с пйевмоклапаноы, а а кругом ее-кои-не установлен дроссель.
Источники информации, принятые во внимание при экспертизе
1 Авторское свидетельство СССР № 335054, кл. В 23 К 9/16, 1970.
2, Авторское свидетельство СССР № 297442, кл. В 23 К 9/16, 1968,
3., Великобритании № 1372518, кл. В 3 R, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНОМ ГАЗЕ (ВАРИАНТЫ) | 1998 |
|
RU2176946C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАЩИТНОГО ГАЗА В ЗОНУ СВАРОЧНОЙ ДУГИ | 1971 |
|
SU310755A1 |
| Устройство для электродуговой сварки плавящимся электродом в защитных газах | 1977 |
|
SU709295A1 |
| Устройство для сварки в защитных газах | 1987 |
|
SU1505431A3 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для электродуговой сварки в защитных газах | 1984 |
|
SU1197806A1 |
| Устройство для плазменно-дуговой резки | 1979 |
|
SU854652A1 |
| Горелка для электродуговой сварки в защитных газах | 1985 |
|
SU1278150A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Установка для плазменно-дуговой резки | 1978 |
|
SU716746A1 |
85 г Ul nMbC:Upyk)UiUU ZCI5
