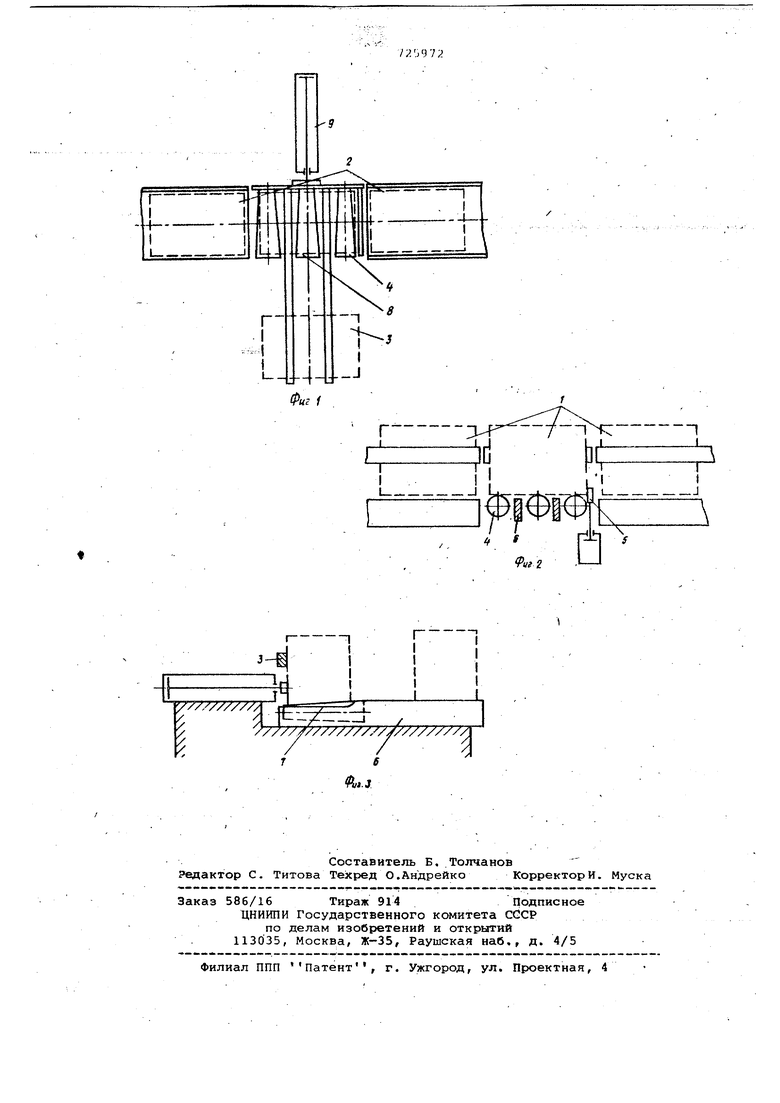
нШ) вьадачи деталей 1 на перпендикулярный транспортер 3. Мё1Ш: Тр13лйками 4 расположёны транспортные планки б, рабочие поверхности 7 которых размещены в зоне роликов 4 ниже верхней образующей последних, а на выходе из зоны роликов 4 совпадают с касательной, проходящей верхние точки оснований 8 роликов 4. Перемещение деталей 1 на транспортер 3 бсущест вляётгСя поср15Дством толкателя 9. . Устройство работает следующим образой. Возможны два режима прохождения Деталей через стыковую позицию. При первом режиме детали 1 перемещаются вдоль транспортера, проходя стыковую позицию насквозь, без выдачи на перпендикулярный транспортер 3; в орой режим предусматривает выдачу деталей 1 на перпендикулярный транспортер 3. . Рассмотрим первый режим. Детали 1, попадая на стыковую позицию, перемещаются вдоль нее приводными коническими роликами 4, При этом ограничитель 5 хода деталей 1 опущен ниже уровня верхней образующей приводных 4 и не препятствует их движению. Конические ролики 4, имея большую окружную скорость ,нй верхнем торце, прижимаютдетали к направляющей планке, что позволяет их ориенти рованн опёремёЩать вдоль транспортера 2. Рассмотрим второй режим. Подаваемая, деталь 1 отделяется от общей массы отсекателем (на чертеже не показан) , находящимся перед стыковой позицией, и одноврем(ённо выдвигается ограничитель хода деталей 5. Деталь 1 перемещается приводными коническими роликами 4 стыковой позиции до ограничителя 5 и фиксируется. После того как в системучуправления (на чертеже не показана) поступил сигнал о наличии обрабатываемой детали 1 на стыковой позиции, включается толкатель 9 и перемещает деталь 1 по транспортным планкам 6 на определенн ход. Конструкция позволяет плавно перемещать деталь 1 с приводных роликов 4 на транспортные планки, благодаря выполнению профиля транспортных планок в зоне роликов ниже их верхней образующей, а на выходе из зоны, совпадающим с касательной, проходящей через верхние точки диаметров больших торцов роликов. Устройство позволяет упрос- ить конструкцию за счет сокращения количества механизмов и тем самым повысить надежность. По сравне-нию с прототипом, позволяющим перемещать детали только на перпендикулярный . транспортёр, описьшаемоеустройство может транспортировать детали как в направлении главного движения, так ив перпендикулярном направлении, что расширяет функциональные во&можности устройства. Формула изобретения Устройство для передачи деталей с одного транспортера на другой, расположенные взаимно перпендикулярно,включающее приводные ролики на стыковой прзиции, ограничитель хода деталей и транспортные планки, отличающееся тем, что, с целью упрощения конструкции и повышения надежности передачи деталей, приводные ролики Стыковой позиции выполнены коническими и обращены большими основаниями в сторону выдачи деталей, а рабочие поверхности транспортных планок размещены в зоне роликов ниже верхней образунмцей последних, и на i выходе из зоны роликов - совпадают с касательной к верхним точкам их ос ований./ Источники информации, принятые во внимание при экспертизе 1.Авторское, свидетельство СССР I 188898, кл. В 65 G 47/52, 1964. 2.г1атент Великобритании №1441125, кл. В 8 А, опублик. 1973 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи деталей с выступающим концом с рольганга на перпендикулярно расположенный накопитель | 1982 |
|
SU1033406A1 |
| Автооператор | 1975 |
|
SU549315A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Элеваторное бункерное загрузочное устройство | 1980 |
|
SU874307A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| Устройство для поштучной выдачи деталей | 1981 |
|
SU1004072A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |