Изобретение относится к устройствам для приема, накопления и выдачи неритмично поступаемых или забираемых деталей на дальнейшую сборку или дообработку, в частности к промежуточным накопителям, которые могут применяться на.сборочных участках и поточно-механизированных линиях для накопления деталей с выступающим концом, преимущественно удлиненных.
Известно устройство для передачи деталей с одного транспортера на другой, расположенных взаимно,пер ендикулярно, содержащее приводные конические ролики на стыковой позиции и транспортные планки, размещенные в зоне роликов ниже верхней образующей последних t1.
Недостатком этого устройства является то, что конические приводные ролики и транспортные планки выполнены сплошными, что не позволяет транспортировать по ним детгши с выступающим концом.
Наиболее близким к предлагаемому по технической, сущности и достигаеМому результату является устройство для передачи деталей с выступакадим концом с рольганка на перпендикулярно расположенный накопитель, включающее смонтированный на -основании толкатель и размещенные между роликами рольганга направляющие планки 2.
Недостатком данного устройства является .невозможность перемещения изделий одним устройством одновремено с рольганга на накопитель и с накопителя на рольганг.
Целью изобретения является расширение технологических возможностей устройства.
Поставленная цель достигается те что в устройстве для передачи деталей с выступающим концом с рольганга на перпендикулярно расположенный накопитель, включающем смонтированный на основании толкатель и разме щенные между роликами рольганга направляющие планки, каждая направляющая планка выполнена в виде смонтированного на основании посредством оси двуплечего изогнутого рычага с контргрузом на конце, при этом двуплечие изогнутые рычаги имеют установленные на основании упоры ограничения поворота.
Кроме того, ролики рольганга выполнены по со скосами.
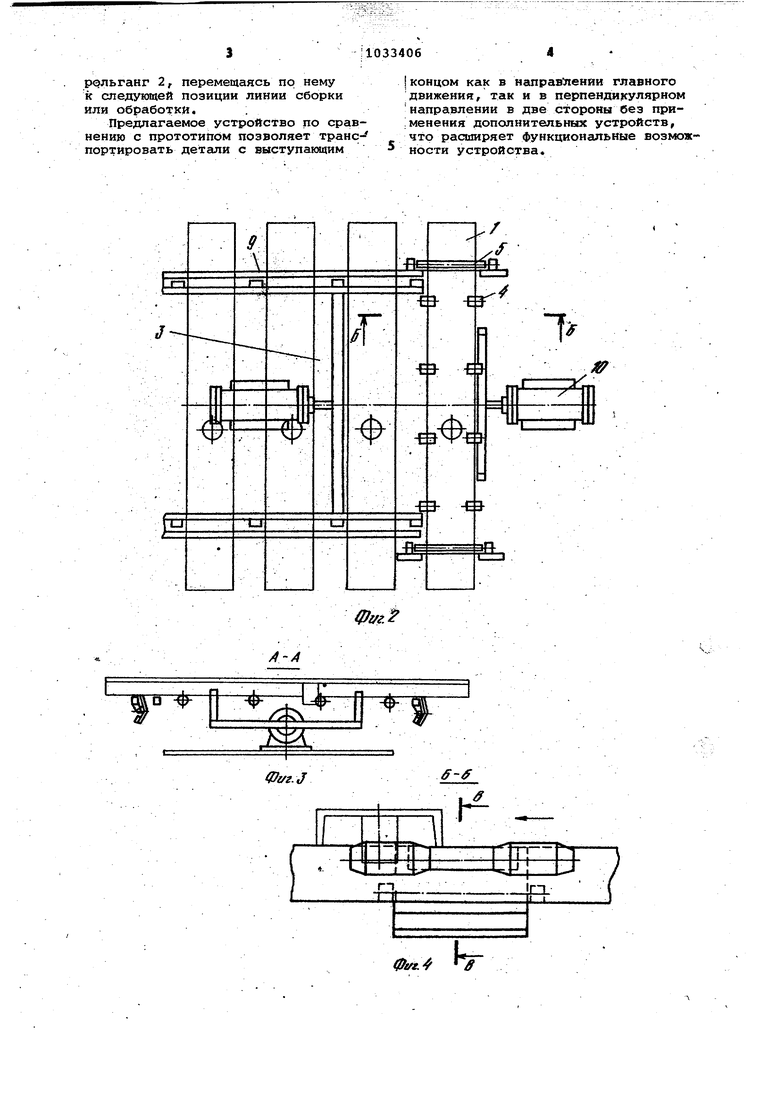
На фиг. изображено предлагаемо устройство, Ни фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2 в момент перемещения детали П-образной формы между роликами Iпо направляющей планке; на фиг. 5разрезВ-В на фиг. 4.
Устройство для передачи деталей 1 с выступающим концом с рольганга 2 на промежуточный накопитель 3, расположенные на основании взаимно перпендикулярно,содержит РОЛИКИ 4 скосами по торцам, направляющие планки 5, ось б, контргруз 7 приводную каретку 8 с толкателями, транспортные планки 9, толкатель 10 упоры 11, установленные на основании направляющие планки 5, выполненные в виде двуплечих изогнутых рычагов и размещенные в зоне между роликами 4 ниже верхней образующей последних, а на входе в зону роликов совпадают с началом конусной поверхности концов роликов. Перемещение деталей 1 на накопитель 3 осуществляется посредством толкателя 10
Устройство работает следующим 6бразо1и.
Возможны два режима прохождения детали 1 через направляющие планки 5 .
При первом режиме детали 1 перемещаются вдоль рольганга 2 без выдачи на перпендикулярный накопитель 3, При этом режиме детали выступающим концом нажимают На направляющую планку 5, которая, поворачиваясь вокруг своей оси б, пропускает деталь вперед (момент отклонения планки 5 показан на фиг, 4). При прохождении выступающего конца планка за счет груза 7 возвращается в исходное положение до упора 11,
При втором режиме работы подаваемая деталь 1 перемещается параллельно направляющим планкам 5, и когда полки детали сходят с роликов 4., направляющие планки 5 служат опорой детали 1, в. это время они воспринимают нагрузку от веса детали 1, а так как направляющие планки выполнены в виде изогнутых рычагов и расположены под углом так, что равнодействующая от веса детали проходит за центром поворота планок 5, то они всегда ;Прижаты к упору 11 от момента детали 1. Таким образом, деталь 1 перемещается толкателем 10. на определенный -шаг по направляющим планкам 5 через ролики 4 на транспортные планки 9 накопителя 3. Коническая .поверхность концов роликов позволяет плавно перемещать детали П-образной формы ( типа швеллеров) через ролики туда и обратно.
Детали загружаются на накопитель 3 до полного его заполнения, при этом толкатели приводной ка:ретки 8 повернуты в обратную сторону при помощи отклоняющего механизма (не показан).
При возврате деталей 1 на рольганг 2 толкатели приводной каретки 8 поворачиваются отклоняющим механизмом в исходное положение, и ходом каретки 8 деталь 1 возвращается на
рольганг 2, перемещаясь по нему к следующей позиции линии сборки или обработки.
Предлагаемое устройство по сравнению с прототипом позволяет транспортировать детали с выступакяцим
I концом как в направлении главного движения, так и в перпендикулярном направлении в две стороны без при:менения дополнительных устройств, что расширяет функциональные возможности устройства.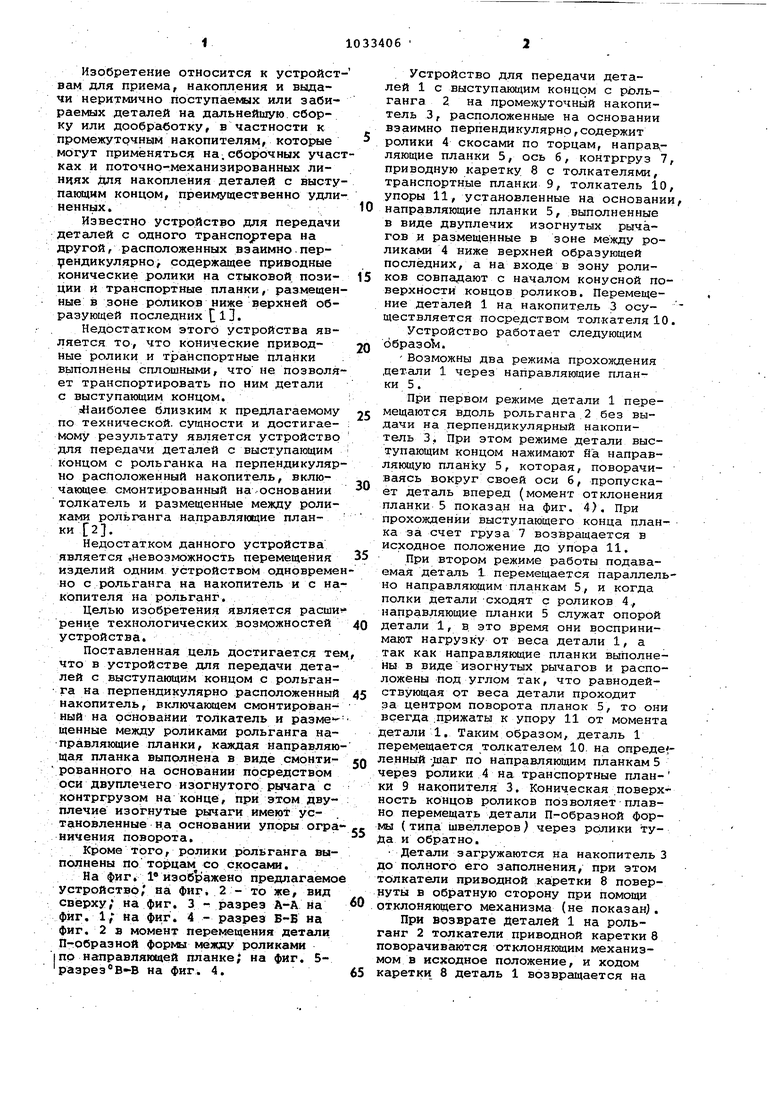
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1981 |
|
SU988692A1 |
| Укладчик черепицы | 1990 |
|
SU1729759A2 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| БЛОК ДЛЯ СЪЕМА И УКЛАДКИ ГРУЗОВ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2014950C1 |
| Устройство для поперечной передачи проката с рольганга | 1983 |
|
SU1103917A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Устройство для удаления деталей из зоны обрабатывающей машины | 1986 |
|
SU1362576A1 |
| Устройство для клепки | 1985 |
|
SU1297980A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
Д.УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ДЕТАЛЕЙ С ИЛСТУПАВДИМ КОНЦОМ С РОЛЬГАНГА НА ПЕРПЕНДИКУЛЯРНО РАСПОЛОЖЕННЫЙ НАКОПИТЕЛЬ, включающее смонтированный на основании толкатель и размещенные между ролика рольганга направляквдие планки, о т л ич а ю щ е е. с я тем, что, с целью расширения технологических возможностей устройства, каждая направляющая планка выполнена в виде смонтированного на оснований посредством оси двуплечего изогнутого рычага с контргрузом на конце, при этом двуплечие изогнутые рычаги имеют установленные на основании упоры ограничения поворота. 2. Устройство по п. 1, о т л и- . ч а ю вд е е с я тем, что ролики рольганга выполнены по торцам со скосами.
О
2L
Фг/г.J
фуг
ff-ff
ir-1
1
2b« «
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Конвейерная система для транспортирования изделий на тележках | 1978 |
|
SU791571A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
