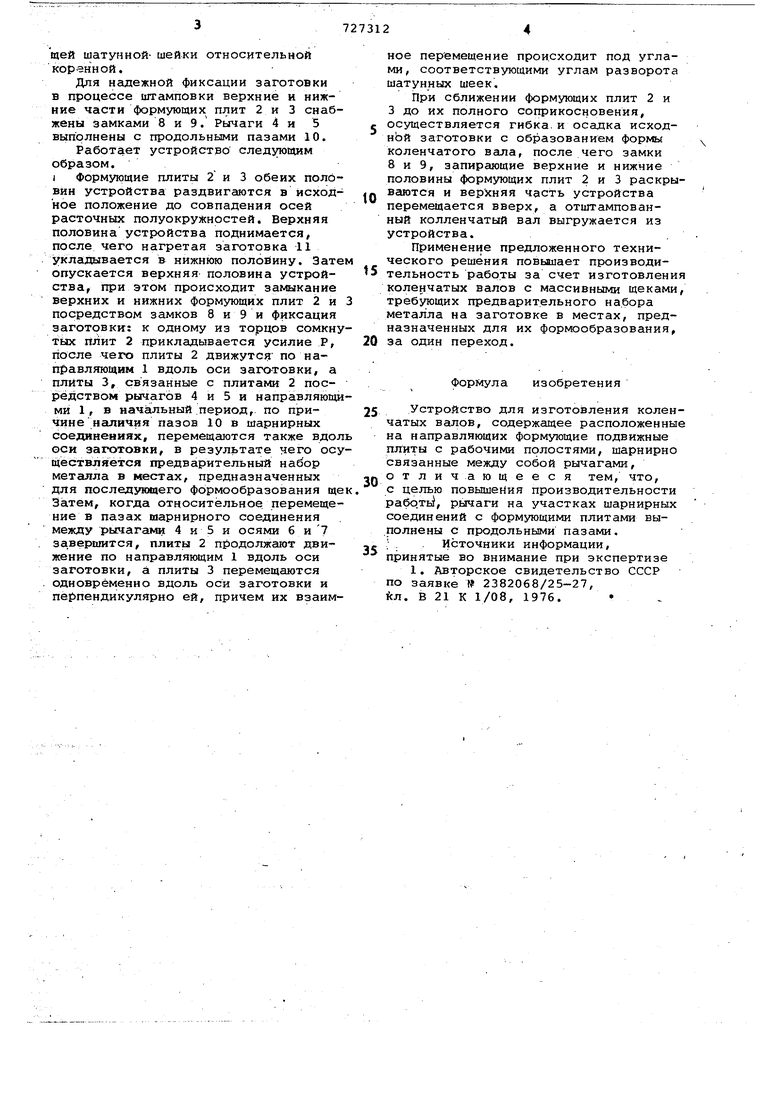
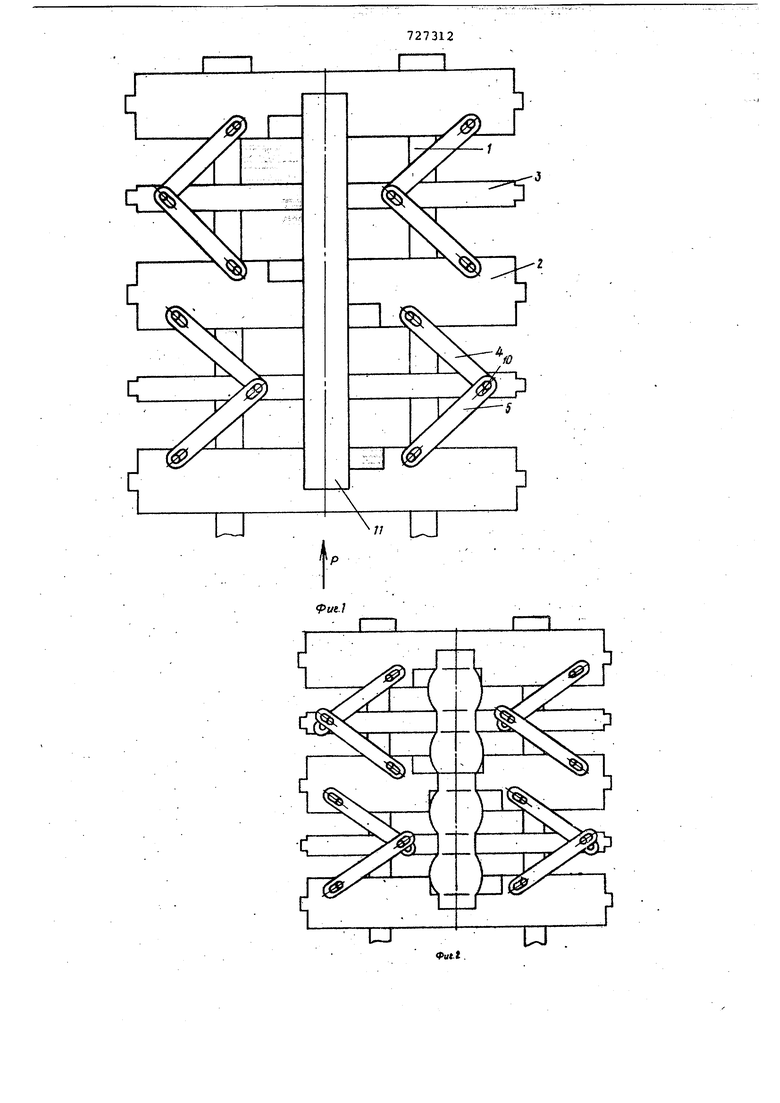
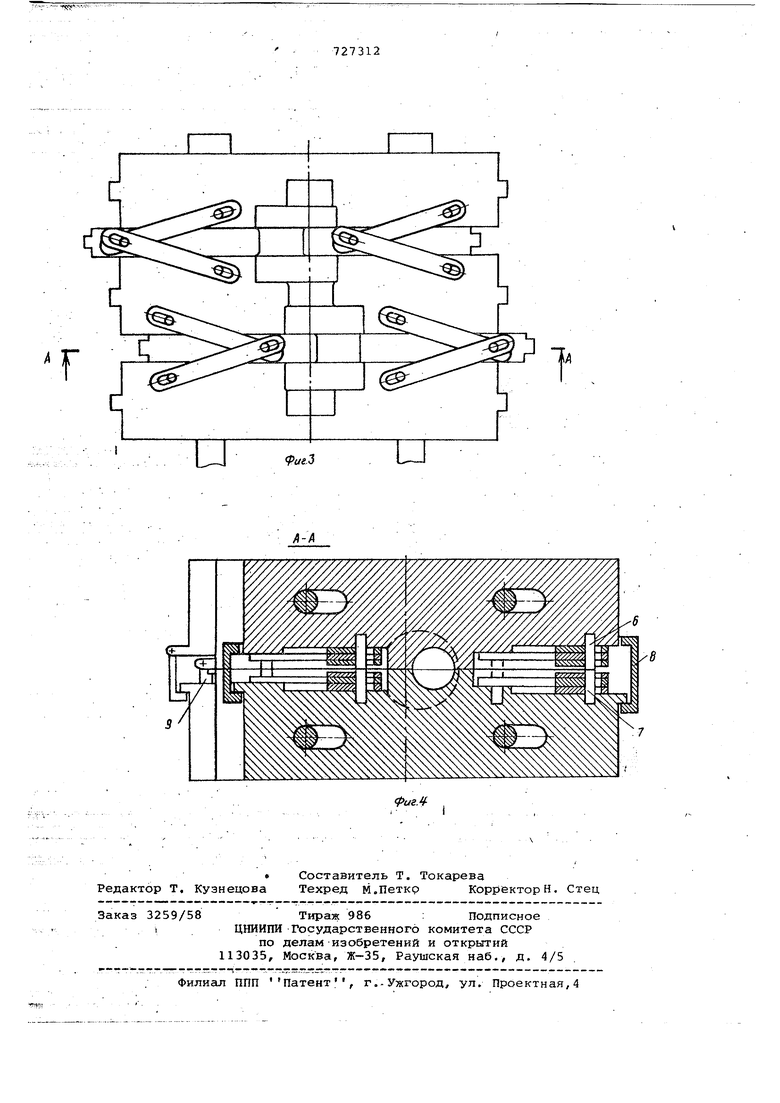
Изобретение относится к области обработки металлов давлением. Известно устройство для изготовления коленчатых валов, содержащее расположенные на направляющих формующие подвижные плиты с рабочими полостями, шарнирно связанные между собой рычагами 1 . Недостатком известного устройств является низкая производительность работы при изготовлении коленчатых валов с массивными щеками за счет предварительного получения утолщений на заготовке в местах, предназначенных для формообразования щек. Целью изобретения является повы шение производительности работы. Цель достигается тем, что рычаги на участках шарнирных соединений с формующими плитами выполнены с продольными пазами. На фиг, 1 показана нижняя полови на предлагаемого устройства с уложе ной в него заготовкой, исходное положение; ца фиг. 2 - то же, промежу точное положение с высаженными учас ками для последующего формообразования щек; на фиг. 3 - показана нижняя половина предлагаемого устройства при полном сближении формующих плит, т.е. в момент образования формы коленчатого вала; на фиг. 4 - изображены формующие плиты в момент формования шатунной шейки, сечение А-А на фиг.З. Предлагаемое устройство состоит из верхней и половин,каждая из них имеет направляющие 1, иа которых расположены плиты 2, предназначенные для формования коренных шеек,; между этими плитами расположены плиты 3, предназначенные для формования шатунных шеек. Плиты 3 имеют пазы, направление и длина которых определяется направлением и величиной смещения шатунных шеек. В формующих плитах 2 и 3 расточены полу- окружности таким образом, что при смыкании обеих половин устройства образуются отверстия, равные соответственно диаметрам коренной и шатунной шеек. Формующие плиты 2 и 3связаны между собой в параллелограммы, посредством шарнирных соединений, образованных рычагами 4 и 5 и осями 6 и 7 расположенными перпендикулярно направленшо смещения соответствуюей шатунной- шейки относительной коренной.
Для надежной фиксации заготовки в процессе штамповки верхние и нижние части формующих плит 2 и 3 снабжены замками 8 и 9. Рычаги 4 и 5 выполнены с продольными пазами 10.
Работает устройство следуюйшм образом.
( Формующие плиты 2 и 3 обеих половин устройства раздвигаются в исходное положение до совпадения осей расточных полуокружностей. Верхняя половина устройства поднимается, после чего нагретая заготовка 11 укладывается в нижнюю половину. Затем опускается верхняя половина устройства, при этом происходит замыкание верхних и нижних формующих плит 2 и 3 посредством замков 8 и 9 и фиксация заготовки: к одному из торцов сомкнутьк плит 2 прикладывается усилие Р, после чего плиты 2 движутся по направляющим 1 вдоль оси заготовки, а плиты 3, связанные с плитами 2 посредством рычагов 4 и 5 и направляющими 1 , в начальный .период,- по причине нешичия пазов 10 в шарнирных соединениях, перемещаются также вдоль оси заготовки, в результате чего осуществляется предварительный набор металла в местах, предназначенных для последуквдего формообразования щек, Затем, когда относительное, перемещение в пазах шарнирного соединения между рычагс1ми 4 и 5 и осями 6 и 7 за.вершится, плиты 2 продолжают движение по направляющим 1 вдоль оси заготовки, а плиты 3 перемещаются одновременно вдоль оси заготовки и перпендикулярно ей, причем их взаимное перемещение происходит под углами, соответствующими углам разворота шатунных шеек.
При сближении формующих плит 2 и 3 до их полного соприкосновения, осуществляется гибка.и осадка исходной заготовки с образованием формы коленчатого вала, после чего замки В и 9, запирсцощие верхние и нижние половины формующих плит 2 и 3 раскрыВснотся и верхняя часть устройства перемещается вверх, а отштампованный колленчатый вал выгружается из устройства.
Применение предложенного технического решения повышает производительность работы за счет изготовления коленчатых валов с массивными щеками, требующих предварительного на.бора металла на заготовке в местах, предназначенных для их формообразования, за один переход.
Формула изобретения
Устройство для изготовления коленчатых валов, содержащее расположенны на направляющих формующие подвижные плиты с рабочими полостями, шарнирно связанные между собой рычагами, отличающееся тем, что, с целью повышения производительности рабо.ть, рычаги на участках шарнирных соединений с формующими плитами вы.полнены с продольными пазами. . . Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2382068/25-27, 1КЛ. В 21 К 1/08, 1976.
u
CJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления коленчатых валов | 1976 |
|
SU614876A1 |
| Устройство для получения заготовок коленчатых валов | 1988 |
|
SU1701418A1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| Штамп для штамповки коленчатых валов | 1988 |
|
SU1602605A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ КОЛЕНЧАТОГО ВАЛА | 2003 |
|
RU2241567C1 |
| Устройство для изготовления коленчатых валов | 1984 |
|
SU1440333A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КОЛЕНЧАТЫХ ВАЛОВ | 2003 |
|
RU2254198C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU187896A1 |
| Устройство для изготовления коленчатых валов | 1960 |
|
SU140662A1 |
Ж
1 IZ3
