Изобретение относится к литейному производству, в частности к оборудованию для изготовления выплавляемых моделей. Наиболее близким техническим ретнени ем к описываемому изобретению являет ся устройство, содержащее поппружине ный запирающий механизм с клиньями,ав томатически перекрывающими литьевой к нал на линии разъема пресс-формы в момент отвода шприца (l . Недостатки этого устройства следу 9щие:ограниченная возможность иыгодного размещения модели в пресс-форме в связи с тем, что литьевой канал изготав ливается только по линии разъема прессформы, а не в любом ее месте, что диктуется трудностью его прочистки от остатков модельной массы; из-за того, что запирающий механизм с элементами его крепления содержит мн го деталей, в большинстве значительньрс размеров, и монтируется обязательно на обеих плитах (матрицах), он занимаетбольшую nnoiJDtaab на поверхности прессформы, что приводит к необоснованному увеличению ее размеров; выполнение крепления запирающего (шиберного) механизма (четьфьмя винтами через отверстия на приливах корпуса) усложняет процесс и увеличивает время монтажа его на поверхности пресс- рмы; необходима регулировка усилия натяжения пружин, воздействующих на щтоки. Целью изобретения является уменьщение габаритов пресс-формы, повыщение качества выплавляемых моделей и на дельности работы пресо-формы. Цель достигается тем, что запирающий мёсханизм выполнен в виде подаруж ненной нажимной втулки со скосами, установленной на верхней части корпуса, взаимодействующей со шприцем, а пошфужиненный шток вьшолнен со сквозным от верстием, совпадающим при запрессовке модельной массы с литьевым каналом, и снабжен вилкой со скосами, причем скосы вилки взаимодействуют со скосами нажимной втулки.v
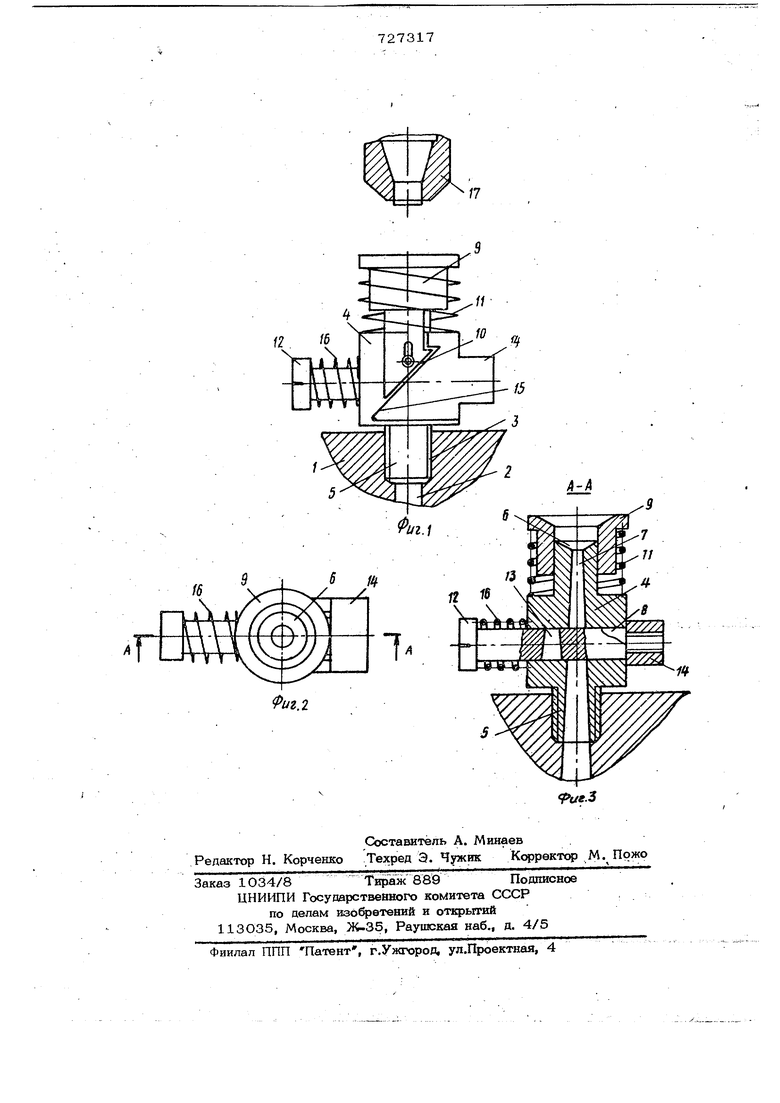
На фиг. 1 показана предлагаемая пресс-форма; на фиг. 2 - то же, вид сверху; на фиг. 3 - продольный разрез А-А ка фиг. 2. Пресс-форма состоит из двух плит 1 и зап1фаю1цего механизма. В одной из плит имеется литьевой канал 2, а в тел плиты по оси литьевого канала выполнена резьба 3,
Запирающий механизм включает в себя корпус 4 с хвостовиком 5. На хвостовике выполнена резьба, являющаяся оРветной частые резьбы 3 в теле плиты 1 по оси литьевого канала 2 и служащая для крепления запирающего механизма на пресс-форме. Корпус 4 имеет загрузочную воронку 6, литьевой канал 7 и направляющее отверстие 8, выполненное ендикулярно к литьевому каналу 7 и п&ресекающее его. Механизм содернсит также нажимную втулку 9 со скосами 10, свободно установленную на верхнюю часть корпуса 4, пружину 11 нажимной втулки 9, затвор, состоящий из штока 12 со сквозным отверстием 13, вилки 14 со скосами 15, закрепленной на штоке 12, и пружины 16 затвора, надетой на шток 12. Шток 12 затвора расположен в направляющем отвер стии 8 корпуса 4 перпендикулярно к литьевому кацалу 7. Сквозное отверстие 13 в штоке 12 становится соосным литьевому каналу 7 при перемещении затвора в результате воздействия шприца 17 на цажимную втулку 9. Пресс-форма работает следующим образом. После монтажа запирающего механизма на пресс-форме ввертыванием хвостовика 5 в резьбу 3 плиты 1 нажимают наконечншсом шприпа 17, заправленного модельной массой, на нажимную втулку 9. В результате приложенного усилия 9 опускается, сжимая пружину 11,при этом ее скосы Ю вступают во взаимодействие со скосами 15 вилки 14, Бызътгвая тем самым перемещение затвора в
направляющем отверстии 8 корпуса 4
вправо, перпендикулярно к оси литьевого канала.
При достижении нажимкой втулкой
крайнего нижнего положения отверстие 13 штока 12 занимает положение, соосное с литьевым каналом 7 к эпуса 4, и модельная масса начинает поступать из в полость пресс-формы.
При отводе наконечника шприца 17 от нажимной втулки 9 затвор под действием пружин 11 и 16 воз ащается в исхось ное положение, при этом шток 12 перекрывает литьевой канал 7, преграждая
путь к вытеканию модельной массы из пресс-формы.
Для прочистки литьевого канала до- i статочно совместить отверслгие 13 штока 12с литьевым каналом, после чего удалить остатки литейной массы, изобретения о р М у л а Пресс-форма для изготовления выплавтляемых моделей, включающая плиты с литьевым каналом, шприц и запирающий ме- . ханйзм, содерхсащий затвор, подпружиненный шток которого размещен перпендику,лярно к литьевому каналу в направляющем отверстии корпуса, отличаю щаяс я тем, что, с целью уменьшения габаритов пресс-формы, повышения качества вьшлавляемых моделей и надежности работы, запирающий механизм выполнен в виде подпружиненной нажимной втулки со скосами, установленной на верхней части корпуса, взаимодействующей со шприцем, а подпружиненный шток выполнен со сквоз- ньм отверстием, совпадающим при запрессовке модельной массы с литьевым каналом, и снабжен вилкой со скосами, причем скосы вилки взаимодействуют со скосами нажимной втулки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР NO 404542, кл. В 22 С 7/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1080914A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1984 |
|
SU1258587A1 |
| Автомат для изготовления легкоплавких моделей | 1980 |
|
SU880608A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ МОДЕЛЬНОЙ МАССЫ В ПРЕСС-ФОРМУВ ПТБФОеЛ 3!fOOEPi | 1972 |
|
SU433949A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |