2. Пресс-форма по п. 1, о т л и- чающаяся тем, что, с целью облегчения удаления остатков модельной массы из литьевых каналов, она снабжена тягой, шарнирно соединенной
1
Изобретение относится к литейному производству в частности к литью по выплавляемым моделям.
Цель изобретения - повьшение надежности в работе, упрощение конструкции, облегчение удаления остатков модельной массы из литьевых каналов.
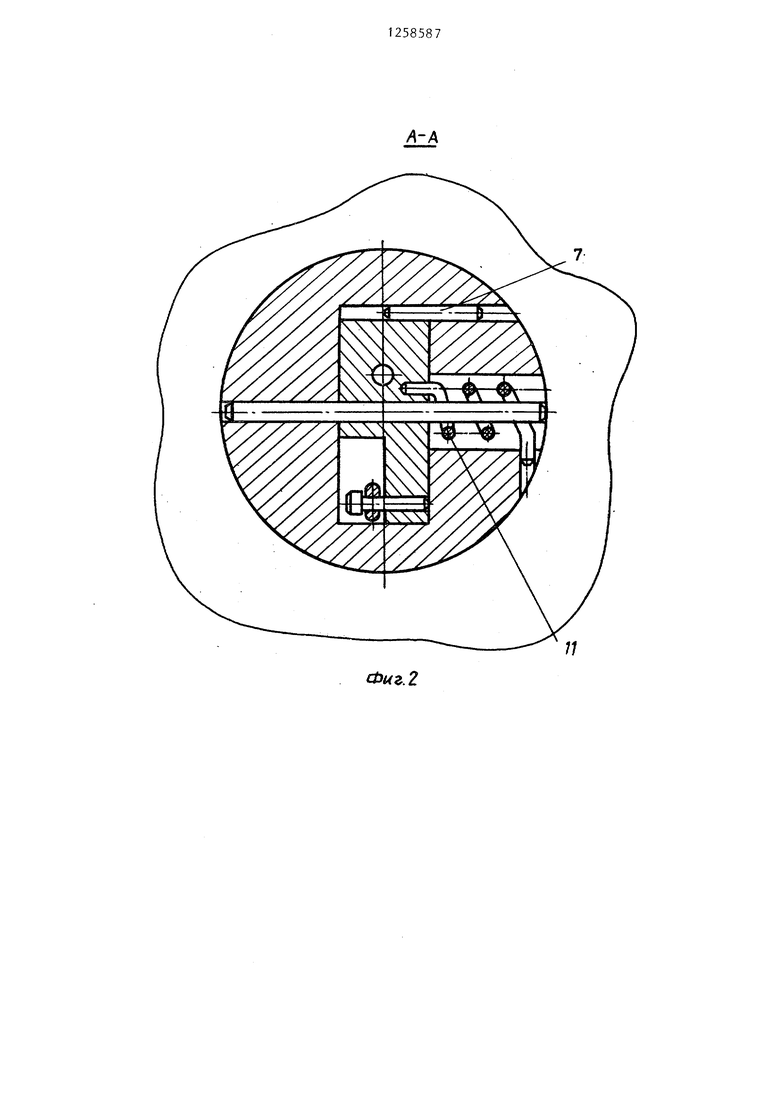
На фиг. 1 изображена пресс-форма для изготовления выплавляемых моделей, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вариант пресс- формы для изготовления выплавляемых моделей со штоком, выступаюпщм за габариты пресс-формы.
Пресс-форма содержит подвижную 1 и неподвижную 2 плиты с литьевыми каналами, прижимную плиту 3, крьшку 4. В крьшке 4 при помощи оси 5 укреплена запрессовочная втулка 6, фиксируемая в крайних положениях при помощи фиксатора 7. Во втулке 6 размещен штифт 8, на котором крепится тяга 9, пропущенная через отверстия в плитах
1и 2. Между шляпкой тяги и плитой
2установлена пружина 10 сжатия, длина которой в свободном состоянии меньше выступающей из плиты 2 части тяги 9. С втулкой 6 и крьшкой 4 соединены концы винтовой пружины 11 кручения. Напротив запрессовочнои втулки 6 располагается шприц 12, служащий для запрессовки модельного состава.
В варианте исполнения (фиг. 3) пресс-форма дополнительно снабжена штоком 13, выступающим за ее габариты. Для устранения возможных значительных отклонений шток 13 пропущен через отверстие в планке 14, привинченной к крышке 4.
Устройство работает следукнцим образом.
с одной стороны с запрессовочнои втулкой, а с другой стороны подпружинена и имеет возможность взаимодействия с неподвижной плитой.
1
Шприц 12, продвигаясь вперед, оказывает воздействие на втулку 6, которая проворачивается до совпадения ее канала с каналом шприца 12- и литьевыми каналами в крьппке 4 и плите 1 -. После этого происходит запрессовка модельного состава. После окончания запрессовки шприц 12 отходит и под воздействием пружины 11 запрессовочная втулка 6 проворачивается до упора в фиксатор 7, т.е. в первоначальное положение, литьевые каналы при этом перекрываются. При размыкании плит подвижная плита перемещает за собой
тягу 9 до взаимодействия ее с пружиной 10, после чего под действием тяги 9 запрессовочная втулк:а 6 проворачивается до упора в фиксатор 7,, при этом литьевые каналы в запрессо.вочной втулке б, крышке 4 и плите 1 совпадают. После того, как втулка 6 поворачивается до упора в фиксатор 1 тяга при дальнейшем раскрытии пресс- формы перемещается вслед за подвижной
плитой, сжимая пружину 10. Происходит прочистка литьевьЕк каналов, плиты смыкаются, рабочий 1щкл повторяется. При наличии в конструкции пресс- формы штока 13 шприц 12, продвигаясь
вперед, воздействует уже не непосредственно на втулку 6, а на шток 13, поступательное движение которого вы- зьшает проворот втулки 6, далее рабочий цикл осуществляется аналогично
35
описанному.
Предлагаемая пресс-форма позволяет достичь более высокой надежности в работе, повысить количество рабочих циклов, совершаемых без ремонта, бла- .Q годаря более оптимальным условиям работы, механизма запирания литьевых каналов, снизить нагрузки, которые испытывает в ходе производственного цикла шприц запрессовочнои машины.
Фиг.2
. 3
Редактор 0. Бугир
Составитель В. Тарасов
Техред М.Моргер тал Корректор. А, Тяско
Заказ 5067/13Тираж 757.Подписное
ВШМПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4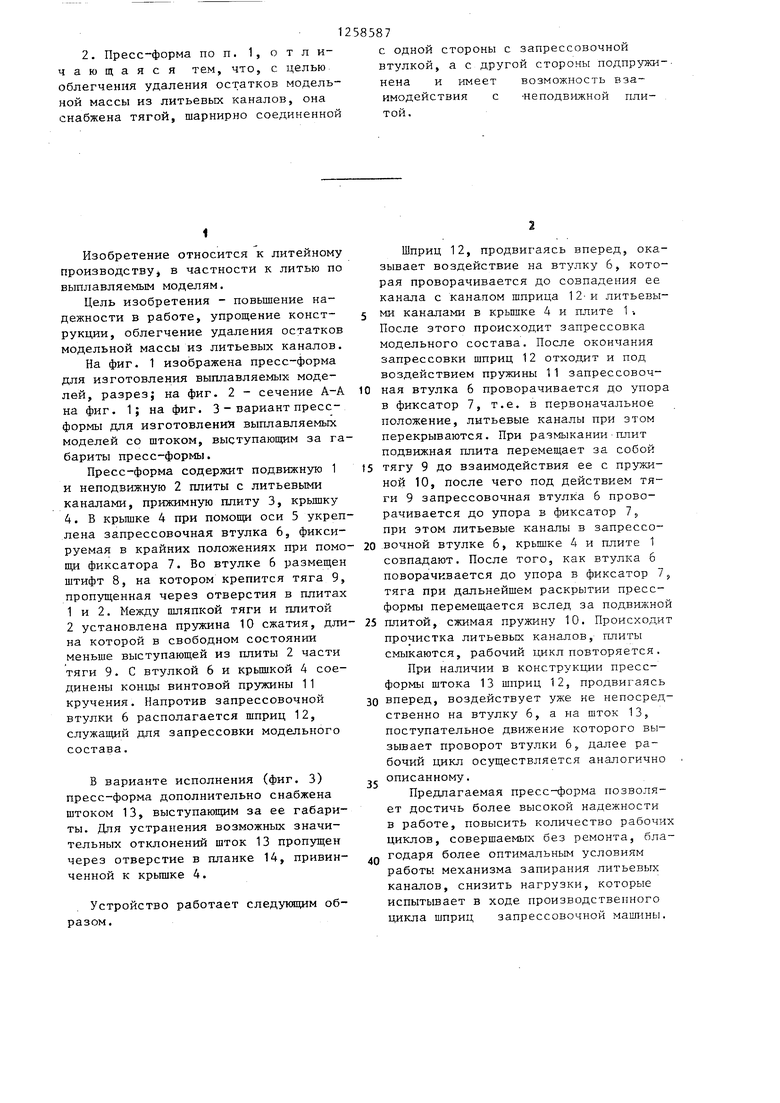
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1080914A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1978 |
|
SU727317A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
| Установка для запрессовки модельной массы | 1979 |
|
SU872005A1 |
| Установка для запрессовки модельной массы | 1979 |
|
SU772681A1 |
| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1281336A1 |
| Пресс-форма для изготовления моделей с поднутрениями | 1976 |
|
SU772705A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1985 |
|
SU1310159A1 |

| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1080914A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
