заводской регулировке и низкой точности установки деталей под сварку. . ,, , Цель изобретения - улучшение Качества соединения за счет повышения точности установки деталей перед сваркой и снижение трудоемкости заводской регулировки.
Указанная цель достигается тем, что в предлагаемом устройстве неподвижный зажим закреплен на станине при помощи заключенной во втулку эксцентриковой оси и снабжен механизмом для его подъема и повбрбТа, выполненным в виде закрепленного наСтанине с возможностью поворота в вертикальной плоскости кронштейна и стержня, ось которого перпёнДикулйрна эксцентриковой бС и, прй этом стержень одним концом
жестко соединен с втулкой, а другим установлен с возможностью поворота вокруг своей оси и осевого перемещения относительно кронштейна.
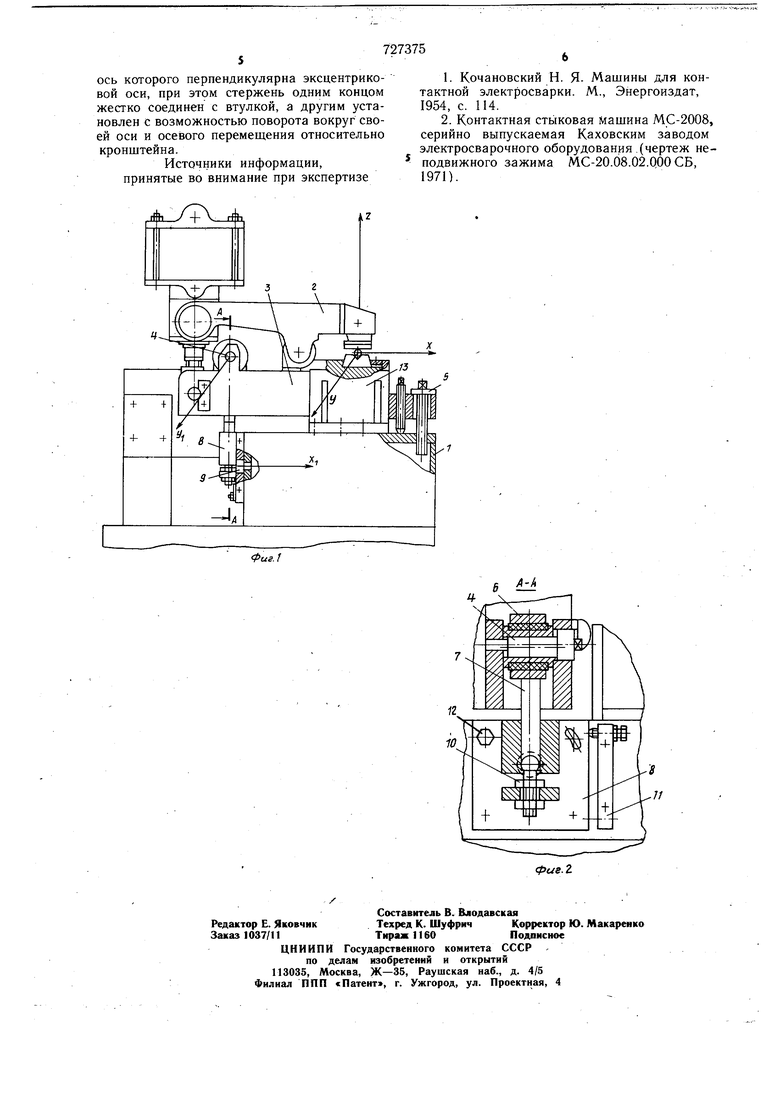
На фиг. 1 показана предлагаемая машина, общий вид; на фиг. 2 - разрез А-А фиг. 1.
Машина состоит из корпуса 1 с размещенным на нем подвижным зажимом 2. Корпус неподвижного зажима 3 выполнен качающимся на эксцентриковой оси 4. В корпусе зажимавыполнены отверстия для отжимных и прижимных болтов 5. Эксцентриковая ось заключена во втулку 6, жестко соединённую со стержнем 7, оСь которого перпендикулярна оси втулки 6. Стержень 7 через резьбовой хвостовик соединен с кронщтейном 8, который сцентрирован на закрепленном в корпусе ManJHHbf пальце 9. Резьбовой хвостовик снабжен гайками 10. Рядом с кронштейном 8 на корпус мащины приварена планка 1 1 с резьбовыми отверстиями. Кроштейн 8 крепится к корпусу машины болтами 12. Устройства регулирования положения неподвижного зажима работают следующим образом.
Отжимные и прижимные болты 5 служа Для поворота корпуса зажима относительно оси YI и обеспечивают при этом опёратйвную регулировку положения свариваемых деталей по высоте (перемещение по оси в вертикальной плоскости).
Поворот эксцентрика 4 относительно оси YI обеспечивает смещение свариваемой детали в горизонтальной плоскости вдоль оси X и разворот сварочной губки относительно оси Y, что необходимо для сварки деталей сложной конфигурации. Сварочная губка закреплена жестко в корпусе зажима. Регулировка положения свариваемой детали в горизонтальной плоскости за счет поворота эксцентрика обеспечивает йьгсокую точность. Эта регулировка также является оперативной и может быть вьшоЛМёна Оператором- сварщиком.
Посредством гаек 10 стержень 7 перемещается по оси, обеспечивая поворот корпуса зажима относительно оси У в вертикальной плоскости. Стержень 7 имеет возможность поворачиваться относительно кронщтейна 8 по оси Х|, обеспечивая разворот корпуса зажима в горизонтальной плоскости.
Кронштейн 8 может поворачиваться на пальце 9 при помощи винтов, проходящих через резьбовые отверстия планки 11, при этом обеспечивается регулировка углового положения неподвижного зажима в вертикальной плоскости относительно оси X. После
выполненной регулировки кронштейн 8 закрепляется болтами 12.
Эти регулировки выполняются на заводеизготовителе и предусматривают согласование положения неподвижного зажима с положением подвижного зажима с одновременным обеспечением соосности свариваемых деталей сложной конфигурации. Выставленное положение неподвижного зажима дополнительно фиксируется кронщтейном осадки 13.
Следует отметить, что при применении указанных устройств регулировки трудоемкость изготовления механических узлов в целом увеличится на 5-8%, но с учетом снижения трудоемкости изготовления этих же узлов за счет снижения точности их изготовления это обстоятельство не является существенным.
Изобретение позволяет снизить время 30 на заводскую (в среднем на 100-150%) и оперативную регулировку (в среднем на 200Уо положения свариваемых деталей: повысить точность сварного соединения (уменьшить трудоемкость последующей механической обработки сварных деталей примерно на 30%); S снизить трудоемкость изготовления узла направляющих движения и зажимных устройств в предлагаемой машине на 100- 150% по сравнению с машинами, на которых не предусмотрены заводская регулировка по согласованию зажимов.
Формула изобретения
Машина для контактной стыковой сварки, сбДержаЩая смонтированные на станине подвижный зажим и неподвижный зажим С механизмами для корректировки его положения в вертикальной и горизонтальной плоскостях, отличающаяся тем, что, с целью улучшения качества соединения за счет повышения точности установки деталей перед сваркой и снижения трудоемкости заводско й регулировки, неподвижный зажим закреплен на станине при помощи заключенной во втулку эксцентриковой оси и снабжен механизмом для его подъема и поворота, выполненным в виде закрепленного на станине с возможностью поворота в вертикальной плоскости кронштейна и стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой электросварки сопротивлением | 1973 |
|
SU475232A1 |
| Зажим универсально-сборочного приспособления | 1978 |
|
SU775948A1 |
| Устройство для перемещения подвижного зажима машин для стыковой сварки | 1972 |
|
SU609605A1 |
| УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ БЛИСКОВ | 2014 |
|
RU2563615C1 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 2001 |
|
RU2210505C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| ЗАЖИМ ДЛЯ БЕЗВИНТОВОГО ПОДКЛЮЧЕНИЯ ПРОВОДА | 2001 |
|
RU2216078C2 |
| УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ МОНОКОЛЕС | 2024 |
|
RU2824952C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
