(54) СПОСОБ ДОВОДКИ ДЕТАЛЕЙ
OSegt L
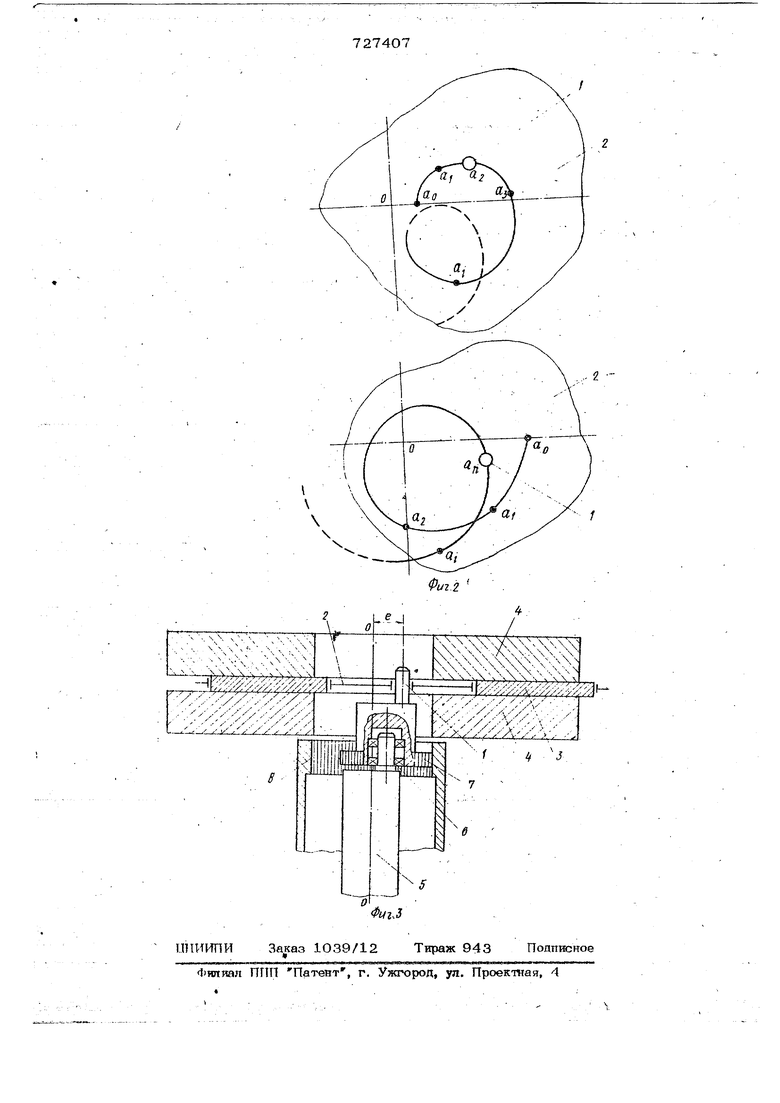
I .. Т Г цвитрик, являющийся осью 5рятег1ия сепаратора 2 с деталями 3, Указанная конструкция составного эксцентрикового вала позволяет в процессе обработки деталей изменять величину эксцентриситета ё расположения оси вращения сепаратора с деталями относительно оси вращения притиров 0-0 от нуля до максимального значения е Детали в процессе обработки могут совершать концентричные движения относительно центра рабочих поверхностей притиров с периодическим сочетанием с движениями по траекториям: эпициклоидам, гипоциклоидам, перициклоидам. Амплитуду колебаний деталей по рабочим поверхностям притиров и время обработки в пределах каждой зоны рабочей поверхности притиров определяют из условия равенства величины износа каждой элементарной площадки притиров. .Износ каждой элементарной площадки притиров определяется на каждом кинематическом режиме обработки за время Ч-Ч; и рассчитьюается по фор. -u-.jK(v,a,p,h,t°)vat; где К (V,dyp,h,1 -величина интенсивности изнашивания материала притиров, являющаяся функцией скорости (V) относительного движения детали по поверхности притиров, тангенциального ускорения (), удельного давления между деталью и ин трументом .(р), величины абразивного зазазора между деталью и инструментом 1ТОЛЩИНЙ абразивной прослойки ( Ь ), температуры в зоне обработки (f) и имеющая размерность мкм/мм или. мг/мм; 1 к . временныепред-елы интегри рования. . Интенсивность изнашивания К рассчи тывают по формуле Тейлора первого при ближения. ) 4vvobl.K-ai).i;s( ак„,ак (h-hV ft -t атг ог at° V t о; у гдеУ,а ,,Д°- соответствующие з чения, V Ol, р, в момент времени i , р соответствующие зн чения, ..-„V,a ,p,h,t° - в момент времени Ц
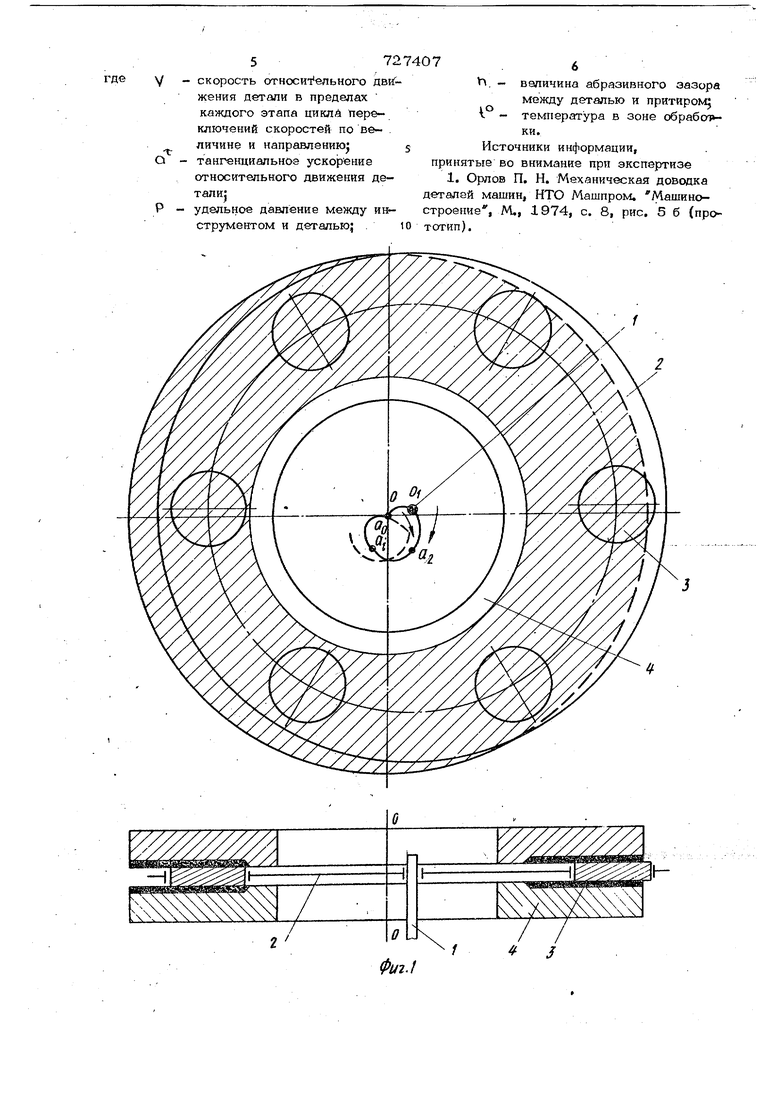
727407 Тогда, с целью повышения эффективноси кинематической правки, зональную обраотку ведут исходя из равенства величиы износа рабочей поверхности притиров о их отдельным зонам, т.е. . де: ( 1,2,3 п - номер зоны. Предлагаемый способ доводки с периоическим или непрерывным изменением амплитуды колебания детали по поверхности притира позволит стабилизировать процесс доводки по точности обработки детали путем поддержания формы профиля притира в требуемом диапазоне отклонений от плоскости. Кроме того, на основании этого способа может быть осуществлен процесс обработки деталей с использованием тех же выражений и соотношений износов для установления последовательности съема материала с поверхности заготовок по ее отдельным зонам. Формула изобретения Способ доводки деталей на плоскодоводочных станках, при котором детали размещают в сепараторе и сообщают ему вращение вокруг своей оси и эксцентричное вращение вокруг оси приводного вала, отличающийся тем, что, с целью стабилизации качества обработки во времени, за счет перемещения деталей rto отдельным зонам сепаратору сообщают дополнительное эксцентричное вращение вокруг оси эксцентрика приводного вала, при этом время обработки на каждой зоне притира определяют исходя из равенства величины износа по зонам: r -u----ir ..., гдeгITд к(,1,r)X/dt величина износа} временные пре 1,2...... п - делы штегрЕфования;K(Vatp.h.t°)-K,.to) дк. . . ак , . „. ак. CV cVaalK-) (h-ь V .} 3h, з V tо г ;,0 0| г величина ийтенсивности изнашипяния материала притиров, 5727407 -скорость относительного двиГжения детали в пределах каждого этапа цикли переключений скоростей по величине и направлению 5 -тангенциальноэ ускорение относительного движения деР - удельное давление между инструментом и деталью; приняты 1. О деталей строение 10 тотип). величина абразивного зазора между деталью и притиром; температура в зоне обработ ки. Источники информации, е во внимание при экспертизе лов П. Н. Механическая доводка машин, НТО Машпром. Машино, М., 1974, с. 8, рис. 5 б (про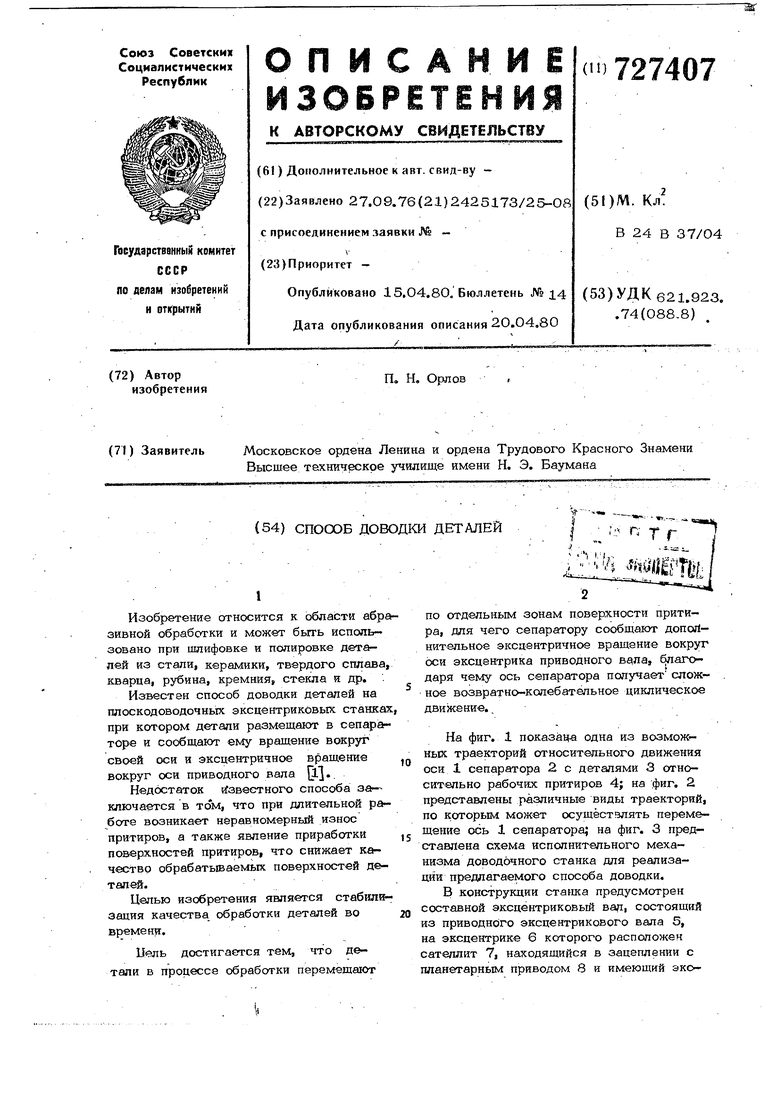
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом доводки | 1978 |
|
SU804406A1 |
| Устройство для двусторонней доводки деталей | 1990 |
|
SU1756123A1 |
| МНОГОМЕСТНЫЙ СТАНОК ДЛЯ ПЛОСКОПАРАЛЛЕЛЬНОЙ ДОВОДКИ | 1994 |
|
RU2071905C1 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| Станок для доводки деталей | 1982 |
|
SU1054030A1 |
| Способ доводки деталей | 1990 |
|
SU1759609A1 |
| Плоскодоводочный станок | 1979 |
|
SU837805A1 |
| Способ доводки | 1986 |
|
SU1349976A1 |
| Способ абразивной доводки | 1986 |
|
SU1442379A1 |
| Способ доводки деталей | 1979 |
|
SU837806A1 |