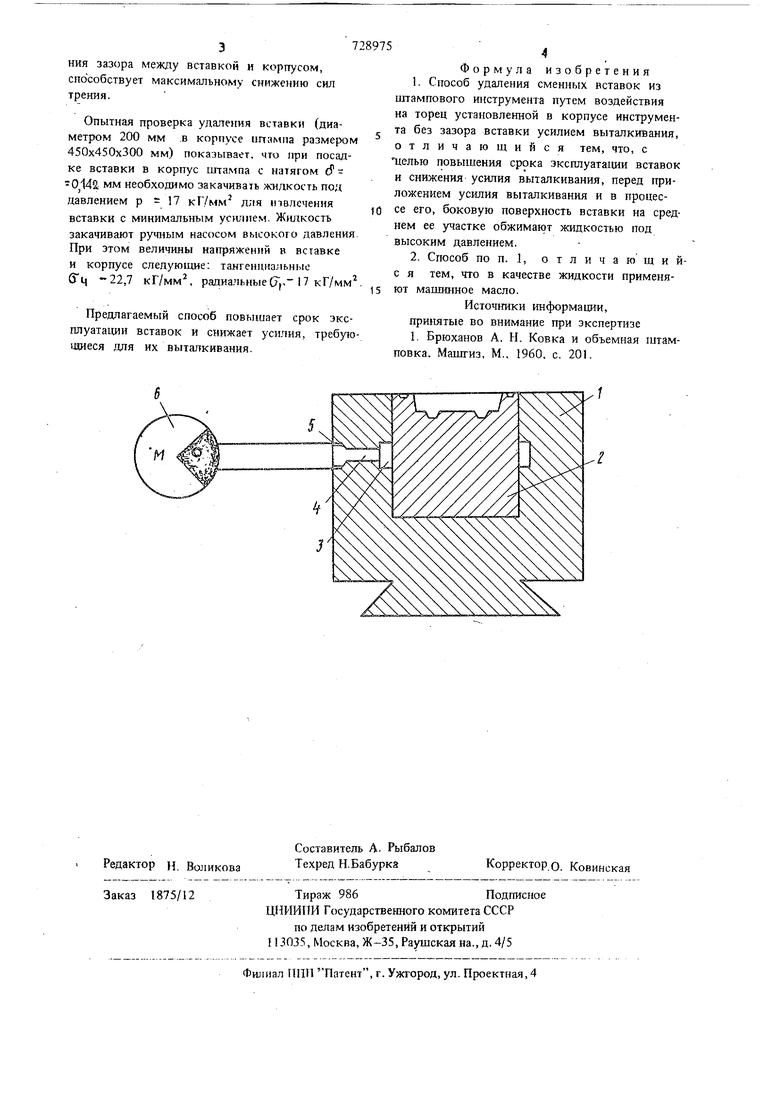
Изобретение относится к области обработки металлов давлением, а именно к объемной штамповке на прессах и молотах. Известен способ удаления сменных вставок из штампового инструмента путем воздействия на. торец установленной в корпусе инстру мента без зазора вставки усилием выталкивания 1 .. К недостаткам указанного способа относятся невысокий срок эксплуатации вставок и большое усилие, требуемое для их выталкивания из корпуса инструмента, что является следствием возникающих сил трения, значитель ных по величине, боковой поверхности вставки о корпус инструмента при удалении ее из инструмента. Цель изобретения - повышение срока эксплуатации вставок и снижение усилия выталкивания. этого перед приложением усилия выталкивания и в процессе его боковую поверхность вставки на среднем ее участке обжимают жидкостью под высоким давлением. В качестве жидкости применяют машинное масло Предлагаемый способ удаления сменных вставок поясняется чертежом. В корпусе инструмента I с натягом установлена вставка 2. Для удаления вставки в корпусе посреди посадочного места выполняют кольцевую 3 и радиальную 4 проточки. При этом в последней проточена резьба для соединения с трубопроводом 5, подающим жидкость от насоса высокого давления 6 на контакт вставка-корпус. Давление жидкости, подаваемой на контакт вставка-корпус, вызывает упругую деформацию посадочных мест корпуса штампа и вставки. Величина упругой деформации корпуса штампа и вставки - больше величины натяга, задаваемого для прессовой посадки. Появившийся между вставкой и корпусом зазор заполняется заканчивающей ж щкостью. Последующее механическое извлечение вставки из корпуса незатруднительно благодаря наличию зазора и жидкости. Износ посадочньЕХ мест при такой распрессовке минимален. В качестве распирающей жидкости применяют машинное масло, которое созлания зазора между вставкой и корпусом, способствует максимальному снижению сил трения.
Опытная проверка удаления вставки (диаметром 200 мм .в корпусе штампа размером 450x450x300 мм) показывает, что при посадке вставки в корпус штампа с натягом tf 0142: мм необходимо закачивать жидкость под давлением р - 17 к Г/мм для пвлечения вставки с минимальным усилием. Жидкость закачивают ручным насосом высокото давления При зтом величины напряжений в вставке и корпусе следующие: тантенпнальныс ffq 22,7 кГ/мм, радиальные(Jj, 17 кГ/мм
Предлагаемый способ повышает срок эксплуатации вставок и снижает усилия, требующиеся для их выталкивания.
Формула изобретения
1.Способ удаления сменных вставок из штампового инструмента путем воздействия на торец установленной в корпусе инструмента без зазора вставки усилием выталкивания, отличающийся тем, что, с
целью повышения срока зксплуатадии вставок и снижения усилия выталкивания, перед приложением усилия выталкивания и в процессе его, боковую поверхность вставки на среднем ее участке обжимают жидкостью под высоким давлением.
2.Способ по п. 1, отличающийс я тем, что в качестве жидкости применяют маипошое масло.
Источ11ики информации, принятые во внимание при экспертизе 1. Брюханов А. Н. Ковка и объемная штамповка, Машгиз, М., 1960, с. 201.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления сменных вставок из штамповочного инструмента | 1982 |
|
SU1052309A2 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Способ закрепления штамповой вставки в обойме | 1981 |
|
SU1028411A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| Штамп для горячей обработки металлов давлением | 1983 |
|
SU1110533A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО БЛОКА | 1992 |
|
RU2021072C1 |
| Штамп для объемной штамповки | 1987 |
|
SU1489913A2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
| Способ изготовления изделий типа матричных вставок | 1989 |
|
SU1680431A1 |
| Узел крепления молотового штампа | 1987 |
|
SU1493375A1 |
