равных-;- рад, вид спереди; на фиг. 3 -
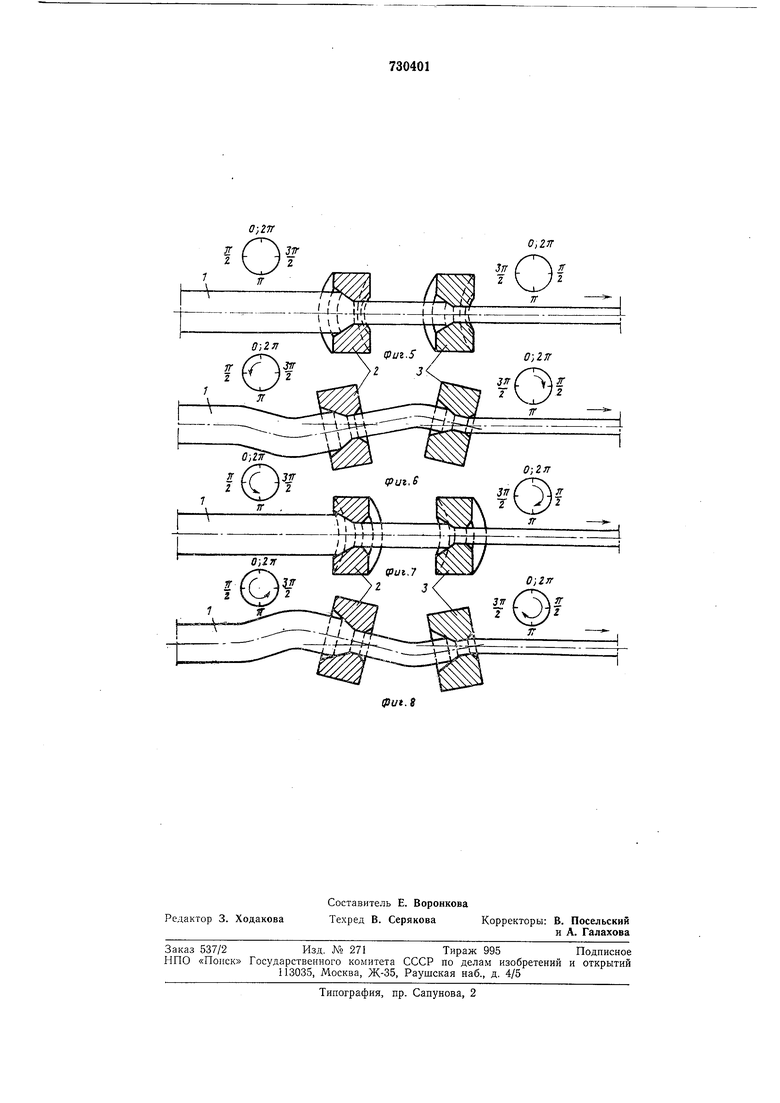
то же, при углах поворота волок, равных я рад, вид спереди; на фиг. 4 - то же, при углах поворота волок, равных Зя/2 рад, вид спереди; на фиг. 5 - схема положений заготовки и синхронно вращающихся в лротивоположных направлениях волок при угле поворота волок, равном 0; 2я рад, вид сверху; на фиг. 6 - то же, при угле новорота волок, равном ji/2 рад, вид сверху; на фиг. 7 - то же, при угле поворота волок, равном я рад, вид сверху; на фиг. 8 - то же, при угле поворота волок, равном Зп/2 рад, вид сверху.
Согласно предлагаемому способу, заготовку 1 протягивают через две последовательно расположеппые волоки 2 и 3. Волоки синхронно (с одинаковыми угловыми скоростями) вращают в противоположных направлениях. В исходном для вращения положении (при углах поворота волок в окружном направлении, равных нулю) оси рабочих каналов волок повернуты относительно их осей вращения на острые углы, например 4-15°, угловой поворот осей рабочих каналов волок осуществлен в одном направлении (в данном случае - вверх от осей вращения). Оси рабочих каналов волок размещены в одной плоскости (в данном случае - в плоскости чертежа - нри углах поворота волок в окружном направлении, равных нулю). Расстояние между волоками составляет от четырех до двенадцати диаметров исходной заготовки, нижНИИ пределрасстояний ограничен условиями разрушения участка проволоки между волоками, верхний предел обусловлен наиболее интенсивным снижением напряжения волочения, выше которого эффект снижения напряжения волочения незначителен.
При волочении по предлагаемому способу волоки совершают сложное вращательное движение так, что ось рабочего каналакаждой волоки описывает в пространстве конус. В результате этого заготовка подвергается воздействию как крутящих момен-, тов, так и циклически изменяющихся по величине и направлению изгибающих моментов.
На фйг. 1-8 показано что через каждое л/2 рад поворота волок в окружном направлении приложенный к заготовке на участке между волоками изгибающий момент изменяет свое направление и величину. При этом через каждые я рад поворота волок создается двойной изгиб заготовки. Таким образом, при волочении по предлагаемому способу обеспечиваются условия повышения частоты и интенсивности циклического изгибающего момента, приложенного к протягиваемой заготовке.
Благодаря повышению частоты и интенсивности ссГздаваемого циклического изгибающего момента увеличиваются крутящие моменты, передаваемые протягиваемой заготовке волоками. Это снижает напряжение волочения и позволяет, тем самым, увеличить обжатие заготовки. Снижение напряжения волочения, кроме того, достигается и непосредственным действием изгибающего момента, который обеспечивает периодическую разгрузку очагов деформации.
Формула изобретения
Способ волочения металлических изделий с кручением, включающий волочение заготовки через две вращаемые в противоположные стороны волоки, отличающийся тем, что, с целью увеличения обжатия заготовки путем снижения усилия волочения и увеличения тем самым производительности процесса, оси каналов волок располагают под углом к оси волочения, причем в исходном для вращения положении их размещают в одной плоскости и в одном направлении относительно оси волочения, а волокам сообщают равные окружные скорости вращения и размещают их на расстоянии от четырех до двенадцати диаметров исходной заготовки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 382447, кл. В 21С 3/00, 1971.
2.Авторское свидетельство СССР № 86751, кл. В 21С 3/08, 1950,
0;2ТГ
0;Zjr
0,27Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения проволоки | 1977 |
|
SU631229A1 |
| Волочильный стан | 1978 |
|
SU747553A1 |
| Инструмент для волочения-обкатки проволоки | 1972 |
|
SU590030A1 |
| Способ определения размеров деформирующего канала рабочей волоки одного из переходов при многократном волочении пруткового материала | 1989 |
|
SU1733146A1 |
| Устройство для волочения проволоки | 1978 |
|
SU697220A1 |
| Способ производства проволоки | 1984 |
|
SU1243859A1 |
| Устройство для волочения проволоки | 1978 |
|
SU782901A2 |
| Волочильный стан | 1979 |
|
SU806193A2 |
| Способ получения полосы периодического сечения | 1979 |
|
SU856604A1 |
| Непрерывный стан для деформированияМЕТАллА ВОлОчЕНиЕМ и пРОТАлКиВАНиЕМ | 1978 |
|
SU801930A1 |