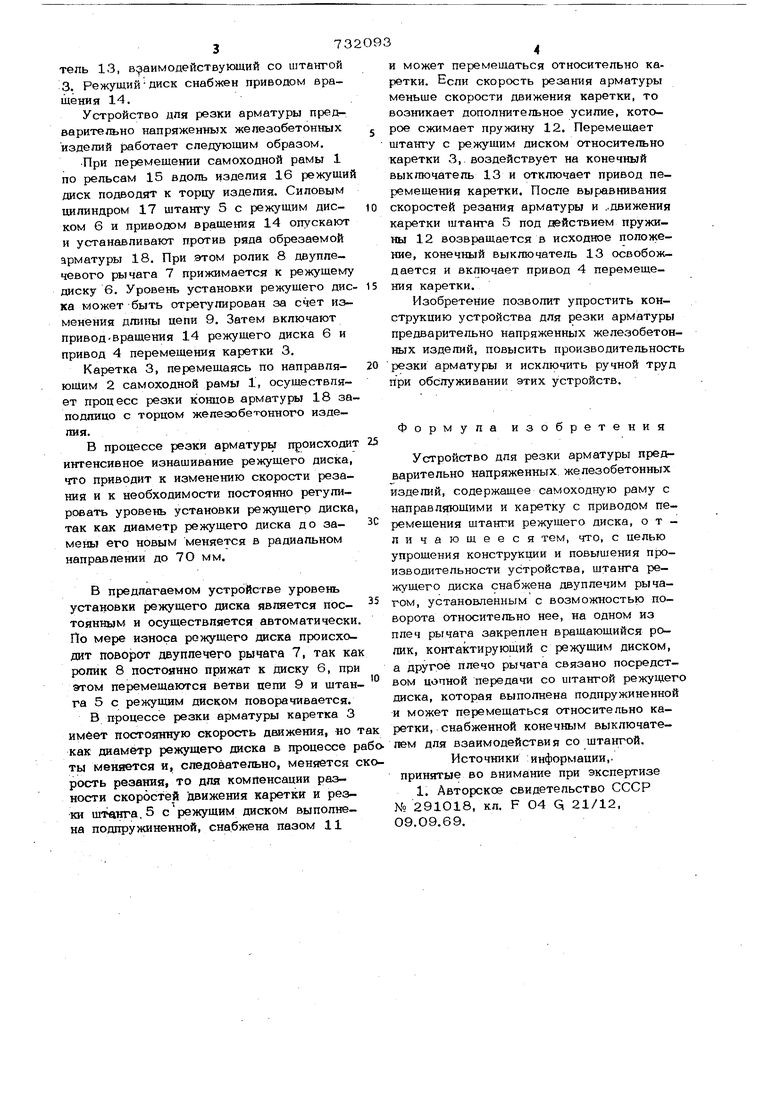
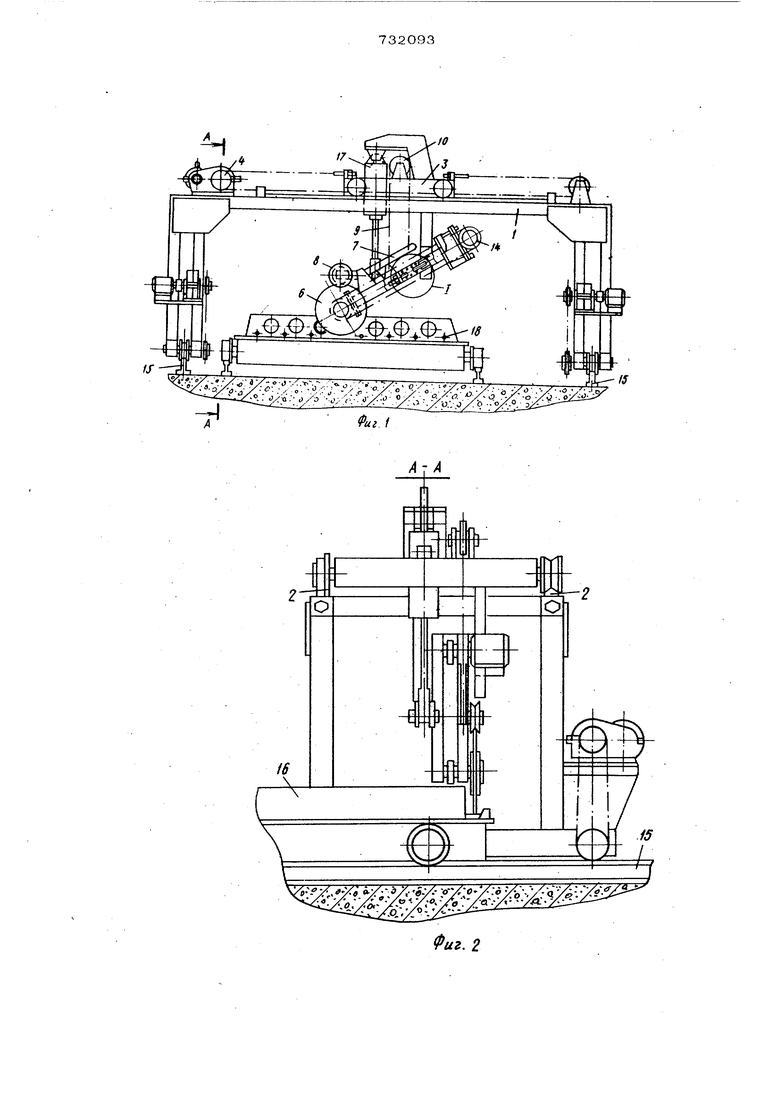
Изобретение относится к строительной индустрии, а именно к устройствам цпя резки арматуры предварительно напряжен ных железобетонных изделий при их распалубке из форм. Известно устройство для резки арматуры предварительно напряженных железо бетонных изделий, содержащее самоходную раму с направляющими и каретку с приводом перемещения щтангй режущего диска in 3. Недостатками устройства являются ег сложность и низкая производительность. Цель изобретения - упрощение конструкции и повыщение производительности устройства. Для этого штанга режущего диска сна жена двуплечим рычагом, установленным возможностью поворота относительно нее, одном из плеч рычага закреплен вращающийся ролик, контактирующий реядгщим диском, а другое плечо рычага связано посредством цепной передачи со щтангой режущего диска, которая выполнена подпружиненной и может перемещаться относительно каретки, снабженной конечным вык/почателем для взаимодействия со штангой. .На фиг. 1 показано устройство для резки, вид сбоку; на фиг. 2 - разрез А-А. фиг. 1; на фиг. 3 - узел I фиг. 1. Устройство для резки арматуры предварительно напряженных железобетонньгх изделий включает самоходную раму 1 с направляющими 2, каретку 3 с приводом перемещения 4, штангу5 с режущим диском 6. Штанга 5 снабжена дауплечим рычаго1л 7, на одном конце которого закреплен свободно вращающийся ролик 8, контактирующий с режущим диском. На конце двуплечего рычага закреплена цепь 9, соединенная через огибаемую звездочку 10, расположенную на каретке 3, со штангой 5 реж5щегО:Диска 6. Двуплечий рычаг 7 имеет возможность пово рота относительно штанги 5, которая снабжена пазом 11 и пружиной 12. На каретке 3 закреплен конечный выключа373тепь 13, взаимодействующий со штангой 3. РежущийДИСК снабжен приводом вращения 14. Устройство для резки арматуры предварительно напряженных железобетонных изделий работает следующим образом, При перемещении самоходной рамы 1 по рельсам 15 вдоль изделия 16 режущи диск подводят к торцу изделия. Силовым цилиндром 17 щтангу 5 с режущим диском 6 и приводом вращения 14 опускают и устанавливают против ряда обрезаемой арматуры 18. При этом ролик 8 двуплечевого рычага 7 прижимается к режущему диску 6. Уровень установки режущего дис ка может быть отрегулирован за счет изменения длины цепи 9. Затем включают привод-вращения 14 режущего диска 6 и привод 4 перемещения каретки 3. Каретка 3, перемещаясь по направляюЩим 2 самоходной рамы 1, осуществляет процесс резки концов арматуры 18 за подпицо с торцом железобетонного изделия. В процессе резки арматуры происходи интенсивное изнащивание режущего диска, что приводит к изменению скорости резания и к необходимости постоянно регулировать уровень установки режущего диска так как диаметр режущего диска до замены его новым меняется в радиальном направлении до 7О мм. В предлагаемом устройстве уровень установки режущего диска является постоянным и осуществляется автоматически По мере износа режущего диска происходит поворот двуплечего рычага 7, так ка ролик 8 постоянно прижат к диску 6, пр этом перемещаются ветви пепи 9 и штан га 5 с режущим диском поворачивается. В процессе резки арматуры каретка 3 имеет посггоянную скорость движения, но как диаметр режущего диска в процессе р Tbj меняется и, следовательно, меняется рость резания, то для компенсации разности скоростей движения каретки и резки ш-Рвнга. 5 с режущим диском выполнена подпружиненной, снабжена пазом 11 3 И может перемещаться относительно каретки. ЕСЛИ скорость резания арматуры меньше скорости движения каретки, то возникает дополнительное усилие, которое сжимает пружину 12. Перемещает щтангу с режущим диском относительно каретки 3,. воздействует на конечный выключатель 13 и отключает привод перемещения каретки. После выравнивания скоростей резания арматуры и ..движения каретки штанга 5 под действием пружины 12 возвращается в исходное положение, конечный выключатель 13 освобождается и включает привод 4 перемещения каретки. Изобретение позволит упростить конструкцию устройства для резки арматуры предварительно напряженных железобетонных изделий, повысить производительность резки арматуры и исключить ручной труд При обслуживании этих устройств. Формула изобретения Устройство для резки арматуры предварительно напряженных железобетонных изделий, содержащее самоходную раму с направляющими и каретку с приводом перемещения штанги режущего диска, отличающееся тем, что, с целью упрощения конструкции и повышения производительности устройства, штанга режущего диска снабжена двуплечим рычагом, установленным с возможностью поворота относительно нее, на одном из плеч рычага закреплен вращающийся ролик, контактирующий с режущим диском, а другое плечо рычага связано посредством цопной передачи со штангой режущего диска, которая выполнена подпружиненной и может перемещаться относительно каретки, снабженной конечным выключатедля взаимодействия со щтангой. пем Источники :информации,, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 291О18, кл. F 04 Q 21/12, О9.09.69.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕСОЗАГОТОВИТЕЛЬНАЯ МАШИНА | 1972 |
|
SU353371A1 |
| УСТРОЙСТВО для РЕЗКИ АРМАТУРЫ | 1971 |
|
SU291018A1 |
| Устройство для выгрузки изделий из печи | 1982 |
|
SU1068684A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ПРОФИЛЕЙ | 1991 |
|
RU2021083C1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| Камнерезный станок | 1985 |
|
SU1333587A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ КОНДИТЕРСКИХ ПЛАСТОВ | 1994 |
|
RU2101957C1 |
| Линия для изготовления арматурных сеток | 1981 |
|
SU1006130A1 |
Фиг, 2
