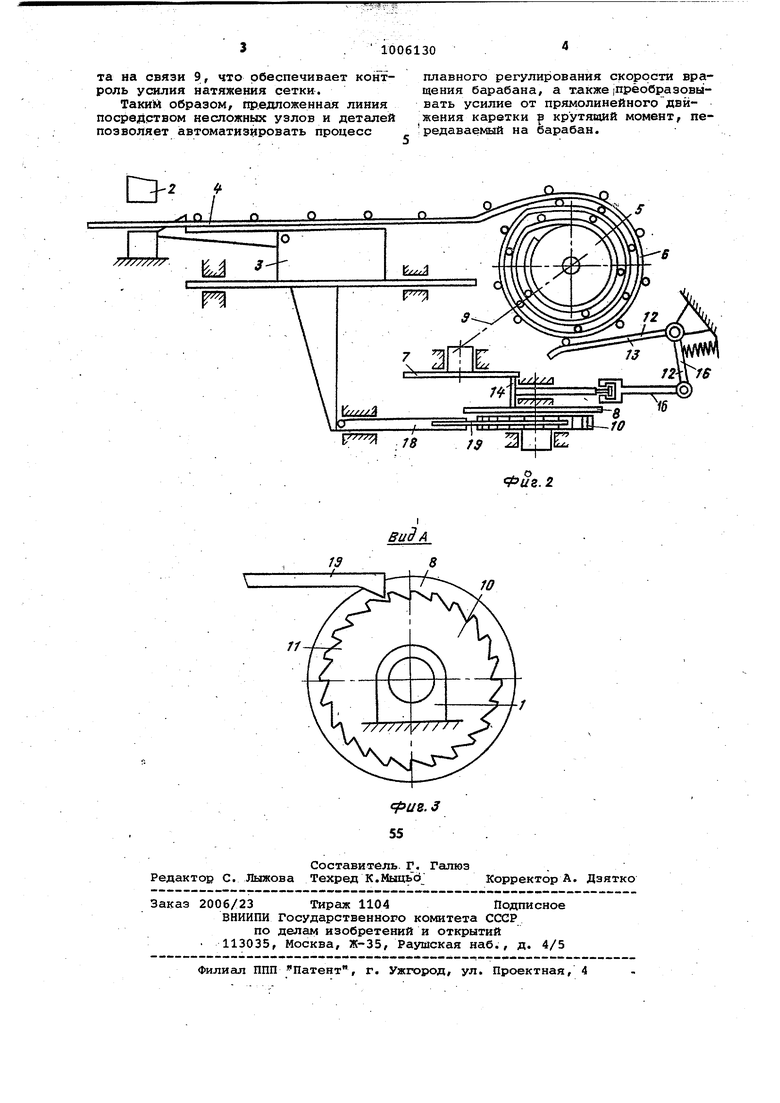
Изобретение относится к производству арматуры для железобетона, в частности к технологическим линиям для контактной сварки арматурных сеток. Известна линия для изготовления арматурных сеток, содержащая машину для контактной сварки, ножницы, для мерной резки сеток и пакетировщик На этой линии возможно изготовлят сетки только мерных размеров, складывая их в пакеты, -в результате чего увеличивается площадь складирования за счет больших размеров пакетов и ухудшаются условия транспортировки пакетов сеток. Наиболее близкой к изо .ретенню по технической сущности и достигаемому результату является линия для изгото ления арматурных сеток, содержащая раму, многоэлектродную маиину для контактной сварки, приводную каретку для перемещения сетки,-приводной барабан для намотки сетки в рулон с механизмом изменения скорости враще ния барабана t2j. Привод барабана этой линии выполнен электромеханическим.со специальным редуктором, имекяцим две обгонные муфты для ступенчатого изменения ско рости вращения барабана, что требуе циклического .включения и выключения электропривода, в результате чего усложняется конструкция линии за счет наличия сложных узлов- привода и снижается надежность работы линии за счет сокращения срока службы узлов и деталей, что объясняется большим количеством узлов и деталей и пусковых моментов в процессе вклю чения привода. Цель изобретения - упрощение конструкции и повышение надежности в работе линии. Поставленная цель достигается тем, что линия для изготовления арматурных сеток содержит раму, сварочную машину/ приводную каретку, барабан для намотки сетки в рулон и устройство изменения скорости вращения барабана в виде фрикционного ме ханизма лобовой бесступенчатой пере дачи с двумя дисками и промежуточны роликом между ними, тяги, двуплечег рычага, шарнирно закрепленного на раме, храпового колеса, установленного на одной оси с одним из дисков фрикционного механизма, и толкателя установленного на раме с возможностью возвратно-поступательного пере мещения, одним концом связанным с кареткой, а другим с храповым колесом, одно плечо двуплечего рычага направлено по касательной к наружной поверхности барабана, а другое шарнирно связано с осью промежуточного ролика фрикционного механизма при помощи тяги. На фиг. 1 показана линия, общий вид; на фиг. 2 - момент перемещения сетки и окончания ее навивки на барабан; на фиг. 3-- вид А на фиг. 1. Линия состоит из рамы 1, на которой смонтирована мнЬгоэлектродная сварочная машина 2 для контактной сварки, приводной каретки 3 для перемещения сетки 4, приводного барабана 5 для намотки сетки в рулон 6 (фиг. 2) и механизма изменения скорости вращения барабана, выполненногго в виде двух фрикционных дисков 7 и 8, закрепленных на раме с возможностью свободного вращения и расположенных между собой эксцентрично. Диск 7 посредством ведущей связи 9 связан с барабаном 5, а диск 8 оснащен храповым колесом 10 с зубьями 11.(фиг. 3). Ла раме 1 шарнирно закреплен подпружиненный рычаг 12, плйг чо 13 которого направлено по касательной к барабану 5. Между дисками 7 и 8 размеден промежуточный, ролик 14, который имеет установленную в подшипнике рамы ось 15 и возможность смещаться вдоль своей оси и параллельно плоскостям дисков. Ось 15 посредством тяги 16 связана с другим плечом 17 рычага 12. На каретке 3 посредством ползуна 18 закреплен голкатель .19, контактирующий с зубьями колесом 10 (фиг. 1 и 3). В процессе работы линии в машину 2 заправляют концы продольных прово-. лок 20, поочередно подают поперечные заготовки 21 и производят их сварку. Каретка 3, совершая возвратно-поступательное движение, при каждом движении от машины 2 перемещает сетку на шаг и посредством толкателя 19 поворачивает колесо Ю с диском 8, в результате чего через промежуточный ролик 14 вращение передается на диск 7, а через ведущую связь 9 - на барабан 5, при этом закрепленный на барабане конец сетки наматывается на него, образуя рулон б ( фиг. 2). При навивке сетки на барабан рулон б увеличивается в диаметре и, нажимая на плечо 13, поворачивает рычаг 12, в результате чего ролик 14 смещается от оси диска 7 к оси диска 8 (фиг. 27, при этом ограниченные линиями контактирования ролика 14 радиус диска 8 уменьшится, а радиус диска 7 увеличится, вследствие чего изменится угловая скорость вращения диска 7 и барабана 5. В случае некоторого замедления вращения барабана 5, вызваннотта несовпадением линейных скоростей подачи сетки и расчетного вращения барабана, фри.кционное сцепление дисков с роликами обеспечивает проскальзывание трущихся поверхностей при превышении реактивного крутящего, -момента на связи 9, что обеспечивает контроль усилия натяжения сетки.
Таким образом, пр.едложенная линия посредством несложных узлов и деталей позволяет автоматизировать процесс
D
-2
Л.
о
x/vyy/vvx.
П
плавного регулирования скорости вращения барабана, а также |Прёобразовывать усилие от прямолинейного двй жения каретки :р крутящий момент, передаваемый на барабан.
п
F
F /а
Фиг. 2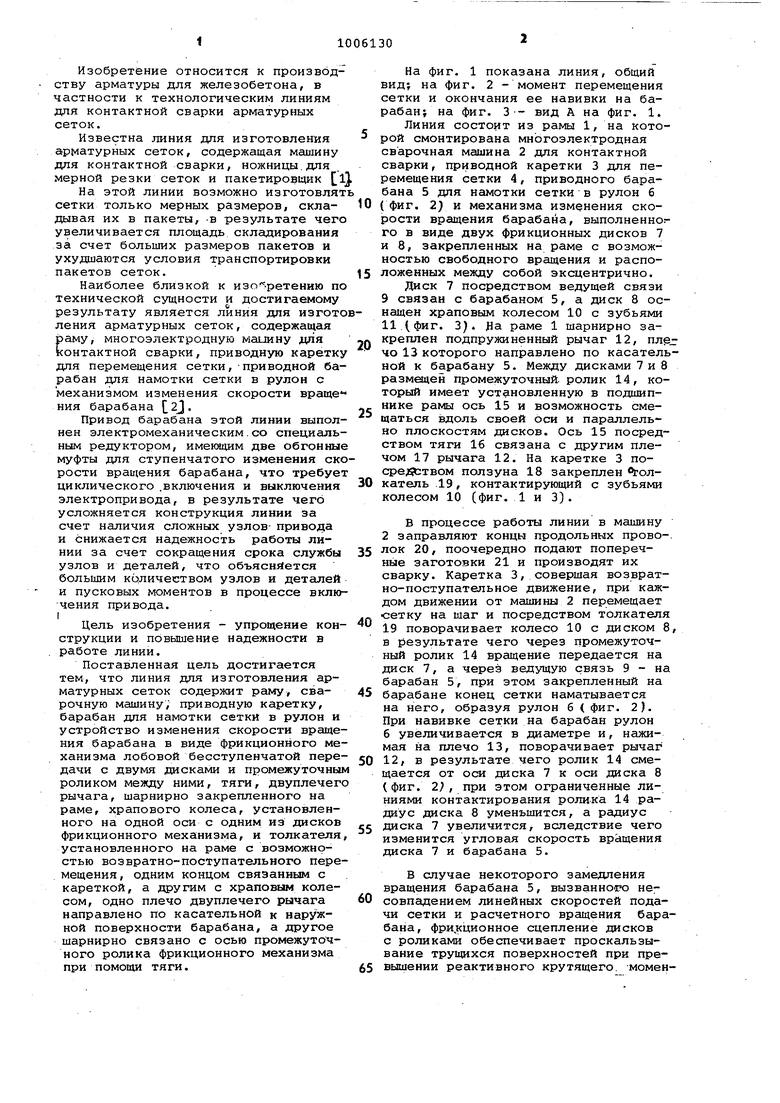
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| Установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841974A1 |
| Устройство для сварки арматурных сеток | 1975 |
|
SU543450A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Устройство для подачи продольных стержней к машине для сварки сеток | 1982 |
|
SU1065066A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ СТЕРЖНЕЙ СЕТЧАТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2024371C1 |
| Устройство для приема и сброса арматурных сеток | 1990 |
|
SU1745487A1 |
ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК, содержащая раму, сварочную машину, приводную каретку, барабан для намотки сетки в рулон и устройство изменения скорости вращения барабана, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности в работе линии, устройство изме- . нения скорости вращения барабана выполнено в виде фрикционного механиз- . ма лобовой бесступенчатой передачи с дисками и промежуточным роликом между ними, тяги, двуплечего рычага, щарнирно закрепленного на раме, храпового колеса, установленного на одной оси с одним из дисков фрикционного механизма, и толкателя, установленного на раме с возмрйсностью возвратно-поступательного перемещения, одним концом свя- i занного с кареткой, а другим - с (Л храповым колесом, при этом одно плечо двуплечего рычага установлено по касательной к наружной поверхности барабана, а другое шарнирно связано с осью промежуточного ролика фрикционного механизма при помощи тяги. да со irfic (
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Волков Л.А | |||
| Оборудование для изготовления арматурных сеток железобетонных изделий фирмы Шлаттер, Реферативный тематический сборник | |||
| Серия II Оборудование для промышленности строительных материалов, раздел I Оборудование для производства цемента и сборного железобетона, 1972, вып | |||
| I, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
