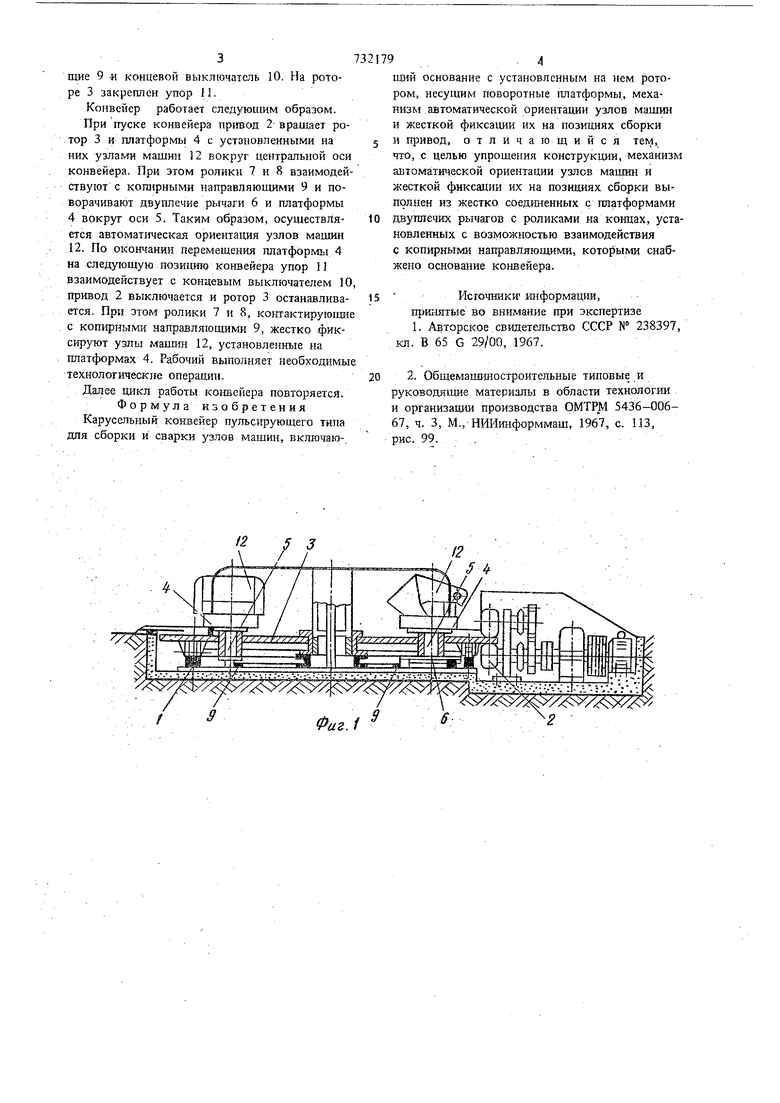
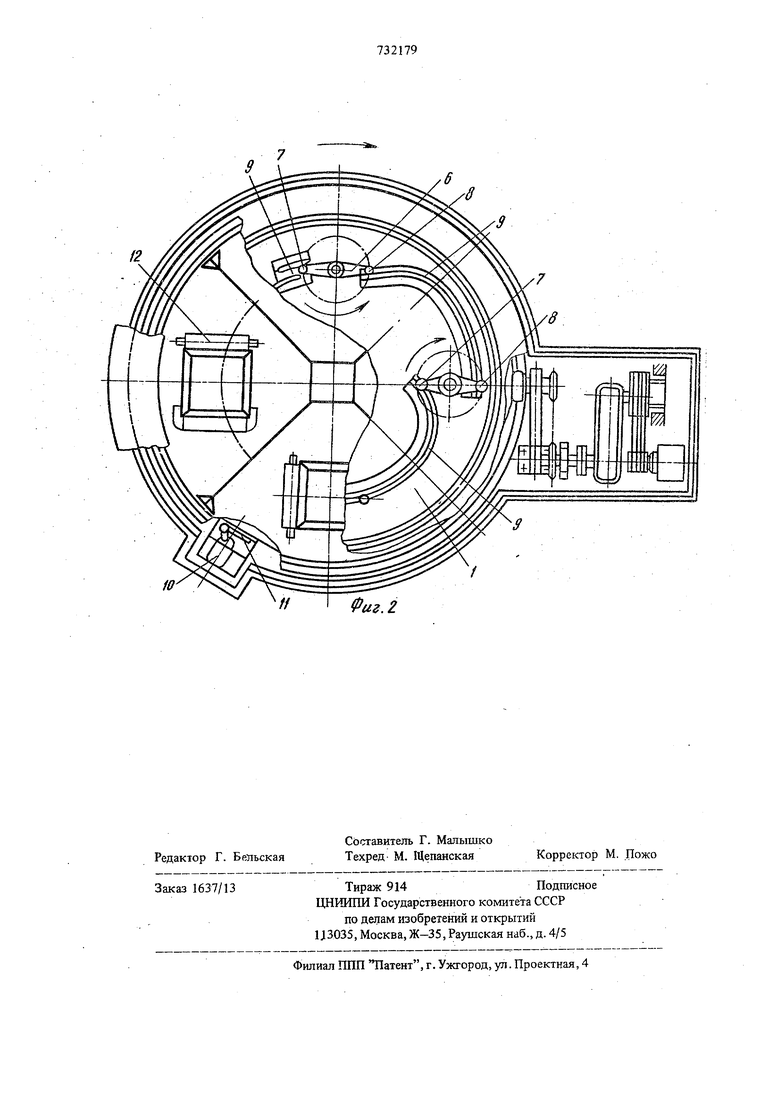
Изоеретение относится к подъемно-транспорт ному машиностроению, а именно к карусельным конвейерам пульсирующего типа, и может быть использовано в поточно-механизирОванных линиях цехов мащиностроительных заводов. Известен карусельный конвейер пульсирующего типа для сборки и сварки узлов машин, содержащий основание с установленнь1м на нем ротором, несущим поворотные платформы и привод 1. Однако в известном конвейере платформы жестко соединены с ротором или поворачиваются рабочим вручную и фиксируются в определенном положении подпружиненными фиксатораМи, что конструктивно сложно. Наиболее близким техническим решением к изобретению является карусельный конвейер пульсирующего типа для сборки и сварки узлов машин, включающий основание с установленным на нем ротором, несущим поворотные платформы, механизм автоматической ориентации узлов машин и жесткой фиксации их на позициях сборки и привод 2. Недостатком такого карусельного когаейера является сложность меха1Шзма автоматической ориентации узлов машин и жесткой фиксации их на позициях сборки. Цель изобретения - упрощение конструкции конвейера. Цель достигается тем, что механизм автоматической ориентацни узлов машин и жесткой фиксации их на позициях сборки выполнен из жестко соединенных с платформами двуплечих рычагов с роликами на концах, установленных с возможностью взаимодействия с когофными направляющими, которыми снабжено основание конвейера. На фиг. 1 изображен предлагаемый конвейер, вид сбоку; на фиг. 2 - то же, вид сверху. Конвейер содержит основание 1, привод 2 и ротор 3, несундай платформы 4, поворотные вокруг оси 5. Платформы 4 снабжены жестко соединенными с ними двуплечими рычагами 6 с роликами 7 и 8 на концах. На основании 1 неподвижно закреплены копирные направляю3щие 9 -и концевой выключатель 10. На роторе 3 закреплен упор il. Конвейер работает следующим образом. При пуске конвейера привод 2-вращает ротор 3 и платформь 4 с установленными на них узлами машин J2 вскрыт центральной оси конвейера. При этом ролики 7 и 8 взаимодействуют с когафными направляющими 9 и поворачивают двуплечие рычаги 6 и платформы 4 вокруг оси 5. Таким образом, осуществляется автоматическая ориентация узлов машин 12. По окончании перемещения платформы 4 на следующую позицию конвейера упор II взаимодействует с концевым выключателем 10 привод 2 выключается и ротор 3 останавливается. Прп этом ролики 7 и 8, контактирующи с копирш 1м.и направляющими 9, жестко фиксируют узлы машин 12, установленные на платформах 4. Рабочий выполняет необходимы технологические операции. Далее цикл работы кo iвeйepa повторяется. Формулаизобретения Карусельный конвейер пульсирующего тигш для сборки и сварки уз11ов машин, включаюидай основание с установленным на нем ротором, несущим поворотные платформы, механизм автоматической ориентации узлов машин и жесткой фиксации их на позициях сборки и привод, отличающийся тем, что, с целью упрощения конструкции, механизм автома1тической ориентации узлов машин и жесткой фиксации их на позициях сборки выпол5 ен из жестко соед шенных с платформами двуплечих рычагов с роликами на концах, установленнь}х с возможностью взаимодействия с копирными направляющими, которыми снабжено основание конвейера. Исгочники информации, npHiiHTbie во внимание при экспертизе 1. Авторское.свидетельство СССР № 238397, кл. В 65 G 29/00, 1967. 2. Общемашщ остроительные типовые и руководящие материалы в области технологии и организации производства ОМТРМ 5436-00667, ч. 3,. М:.,-НИИинформмаш, 1967, с. 113, рис. 99..
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельный конвейер для сборки и сварки узлов машин | 1987 |
|
SU1479389A1 |
| Вертикально-замкнутый пластинчатый конвейер пульсирующего типа | 1972 |
|
SU485927A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| АВТОМАТ ДЛЯ СБОРКИ, ЗАЛИВКИ И ВЫБИВКИ ОБОЛОЧКОВЫХ ФОРМ | 1968 |
|
SU212474A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Пульсирующий привод | 1978 |
|
SU745591A1 |
| Шагающий конвейер | 1990 |
|
SU1757971A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
Фиг.
Фиг. 2
