(Л
4 N5
СО ю
оо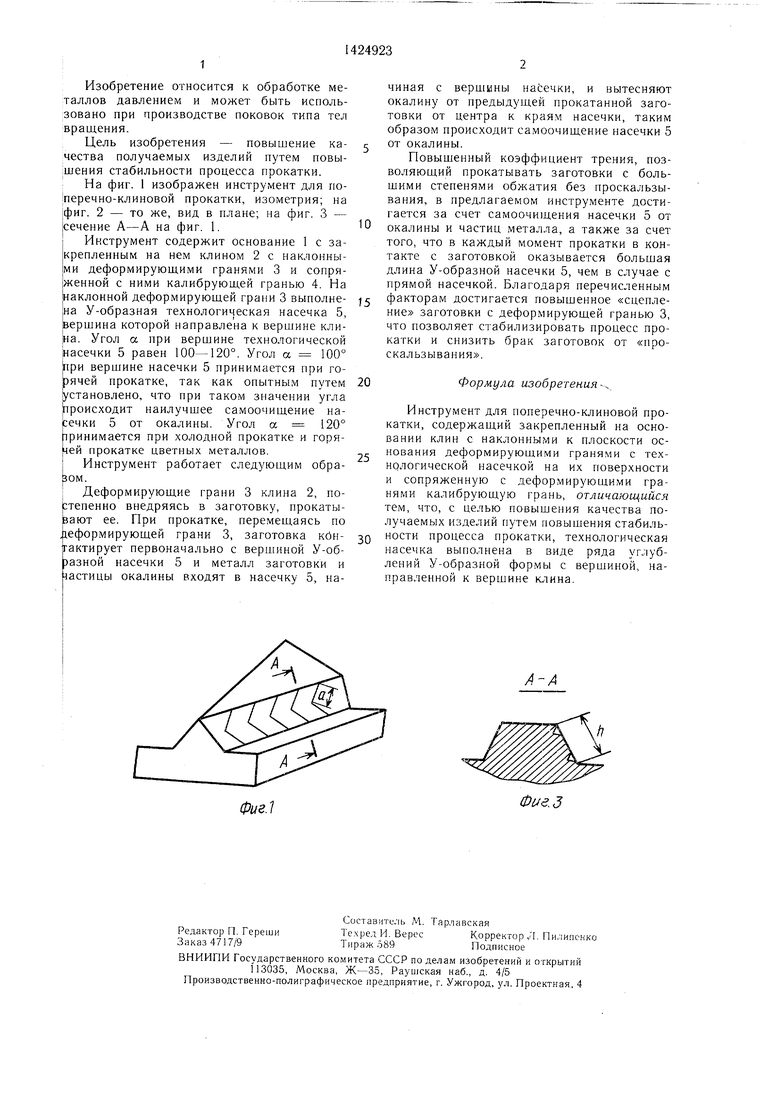
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Способ поперечно-клиновой прокатки и инструмент для его осуществления | 1977 |
|
SU733821A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Инструмент для поперечно-клиновой прокатки | 1974 |
|
SU489568A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве поковок типа тел вращения. Цель - повышение качества получаемых изделий. При прокатке заготовка перемещается по наклонной деформирующей грани 3 клина инструмента, контактирует с вершиной V-образной насечки (Н) 5, выполненной на поверхности деформирующих граней, направленной к вершине клина. Металл заготовки и частицы окалины входят в Н 5 и вытесняют окалину от предыдущей заготовки от центра к краям насечки. Инструмент обеспечивает прокатку заготовок с большими степенями обжатия без проскальзывания за счет того, что в каждый момент прокатки в контакте с заготовкой оказывается большая длина насечки, чем в случае с прямой насечкой. 3 ил.
Фиг. 2
Инструмент работает следующим обра
Изобретение относится к обработке металлов давлением и может быть использовано при производстве поковок типа тел вращения.
Цель изобретения - повышение качества получаемых изделий путем повышения стабильности процесса прокатки.
На фиг. 1 изображен инструмент для гю- {перечно-клиновой прокатки, изометрия; на |фиг. 2 - то же, вид в плане; на фиг. 3 - сечение А-А на фиг. 1.
Инструмент содержит основание 1 с закрепленным на нем клином 2 с наклонными деформирующими гранями 3 и сопряженной с ними калибрующей гранью 4. На наклонной деформирующей грани 3 выполне- на У-образная технологическая насечка 5, верщина которой направлена к верщине кли- |на. Угол а при верщине технологической |насечки 5 равен 100-120°. Угол а 100° Ьри верщине насечки 5 принимается при горячей прокатке, так как опытным путем установлено, что при таком значении угла происходит наилучщее самоочищение насечки 5 от окалины. Угол а 120° тринимается при холодной прокатке и горячей прокатке цветных металлов.
зом.
Деформирующие грани 3 клина 2, по- Ьтепенно внедряясь в заготовку, прокатывают ее. При прокатке, перемещаясь по деформирующей грани 3, заготовка кбн- тактирует первоначально с вершиной У-об- )азной насечки 5 и металл заготовки и 1астицы окалины входят в насечку 5, на0
0
5
о
чиная с вершины насечки, и вытесняют окалину от предыдущей прокатанной заготовки от центра к краям насечки, таким образом происходит самоочищение насечки 5 от окалины.
Повышенный коэффициент трения, позволяющий прокатывать заготовки с большими степенями обжатия без проскальзывания, в предлагаемом инструменте достигается за счет самоочищения насечки 5 от окалины и частиц металла, а также за счет того, что в каждый момент прокатки в контакте с заготовкой оказывается большая длина У-образной насечки 5, чем в случае с прямой насечкой. Благодаря перечисленным факторам достигается повыщенное «сцепление заготовки с деформирующей гранью 3, что позволяет стабилизировать процесс прокатки и снизить брак заготовок от «проскальзывания.
Формула изобретенияИнструмент для поперечно-клиновой прокатки, содержащий закрепленный на основании клин с наклонными к плоскости основания деформирующими гранями с технологической насечкой на их поверхности и сопряженную с деформирующими гранями калибрующую грань, отличающийся тем, что, с целью повышения качества получаемых изделий путем повыщения стабильности процесса прокатки, технологическая насечка выполнена в виде ряда углублений У-образной формы с вершиной, направленной к вершине клина.
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
