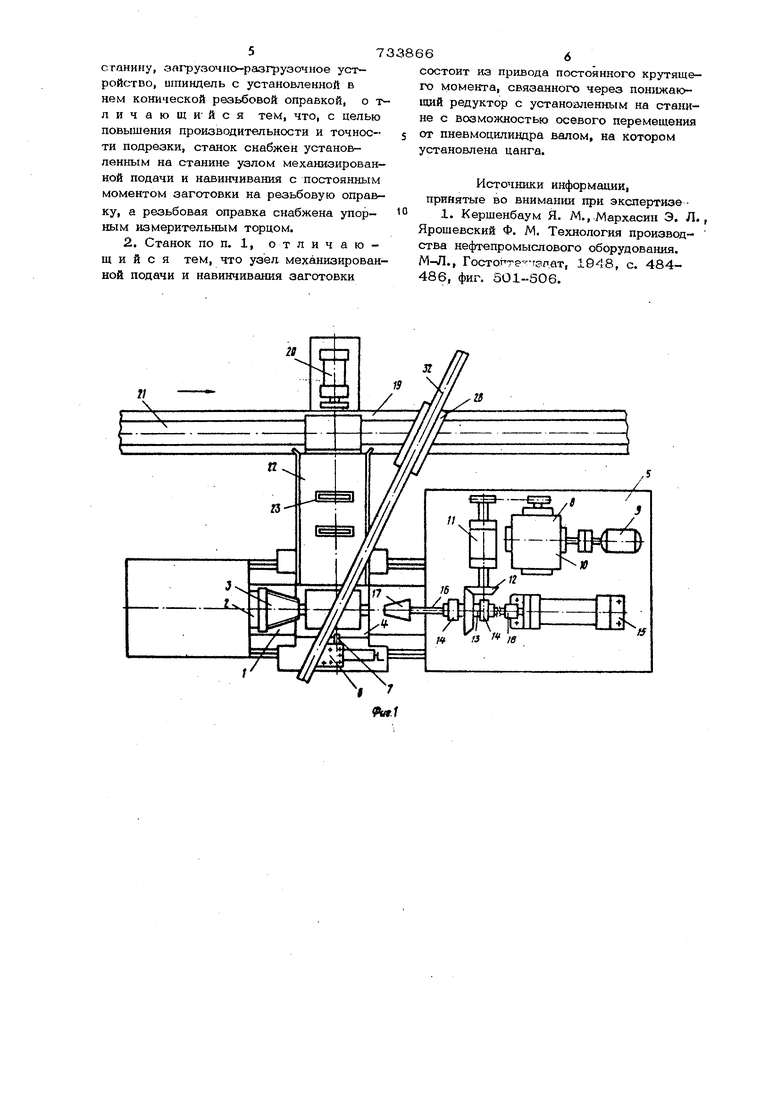
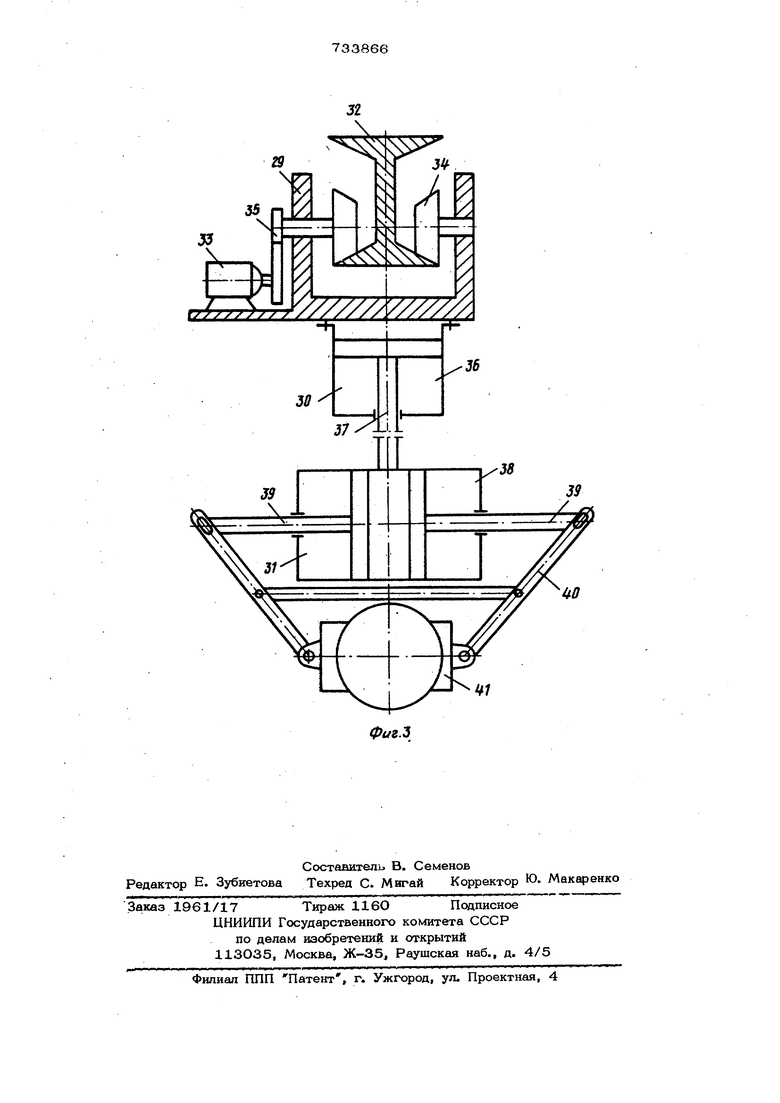
Изобретение относится к области стаН построения. Известен станок для подрезки соеди- нительных концов бурильных труб, содержащий станину, загрузочно-разгрузочное устройство, шпиндель с установленной в нем конической резьбовой оправкой l Целью изобретения является повышение производительности и точности подрезки. Для этого станок снабжен установленным на станине узлом механизированной подачи и навинчивания с постоянным моментом заготовки на резьбовую оправку, а резьбовая оправка снабжена упорным измерительным торцом. Кроме того, узел механизированной подачи и навинчивания заготовки состоит из привода постоянного крутящего момента, связанного через понижающий редуктор с установленным на станине с возможностью осевого перемещения от пневмоииливдра валом, на котором установлена цанга. На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - механизм загрузки станка; на фиг. 3 - механизм разгрузки станка. . Станок содержит станину 1, шпиндель 2 с установленной в нем конической резь-j бовой оправкой 3 с упорным измерительным торцом, раздвижную призму 4, закрепленную на суппорте, узел 5 механизированной подачи и навинчивания с постоянным моментом заготовки, устаноаленный на станине. В резцедержателе 6 станка закреплен поарезной резец 7. . Узел механизированной подачи и навинчивания заготовки состоит из привода поетоянного крутящего момента 8, содержащего электродвигатель 9, понижающий редуктор 1О, муфту предвпьного момента 11, связанного через коническую зубчатую передачу 12 и втулку 13 с установленным на станине в опора 14 с возможностью осевого перемещения от пневмоцилиндра 15 валом 16, на котором установлена цанга 17, снабженная наружным конусом, соответствующим конусу трубной резьбы замка. Перемещающийся вал связан со щтоком пневмо цилиндра через подшипниковый узел 18, предотвращающий вращение штока пневм цилиндра. Станок обслуживается загрузочно- разгрузочным устройством 19. С помощью пневмоцилиндра 20, установленного сбоку конвейера 21, заготовки по лотку 22, соединяющему кон вейер со станком, подаются на раздвижную призму через подаватель 23, встрое ный в лоток. В подавателе две планки 24 и 25, связанные со щтоком пневмоцилиндра 26 через двуплечий рычаг 27, осуществляющий циклическую подачу заготовки на станок. Снятие готовой детали со станка и, перемещение ее к конвейеру производится механизмом разгрузки 28, включа щим в себя механизм передвижения 29, механизм подъема-спуска ЗО, механизм захвата 31, перемещающийся по балке 32, установленной над станком под углом к его оси. Механизм передвижения состоит из электродвигателя 33, приводящего во вращение колеса 34 через редуктор 35. Механизм подъема-спуска состоит из пневмоцилиндра 36 закрепленного на основании механизма передвижения, а его щток 37 соединен с корпусом мех низма захвата. Механизм захвата выполнен из пневмоцилиндра 38 с двумя порщнями, щтоки 39 которых соединены через тяги 40 с колодками 41. В исходном положе1ши щток пневмоцилиндра 2О находится в крайнем заднем положении, цанга 17 и шток пневмо цилиндра 15 находятся в крайнем право положении, механизм разгрузки 28 расп ложен над раздвижной призмой 4. Работает установка следующим образом. Заготовка движется по конвейеру 21 При достижении заготовкой лотка 22 конве останавливается, и пневмошшиндр 2О стал кивает заготовку на лоток. Двигаясь по лотку, деталь проходит планку 25 и упирается в планку 24 подавателя 23.. Включается пневмоцилиндр 26, двуплечи рьгчаг 27 поворачивается, увлекая за собой планки 24, 25 и пропуская деталь на раздвижную призму 4. Включает ся пневмоцилиндр 15 узЛа механизирова ной подачи и навинчивания заготовки. 64 вал 16 перемещается к заготсижы, цанг;) 17 вводится в ее отверстие и сцепляется с ней. После этого вал продолжает замедленное движение к конической резьбовой оправке 3. При сближении заготовки с конической резьбовой оправкой включается электродвигатель 9, передающий вращение через кинематическую цепь валу 16 с заготовкой, и последняя навинчивается на коническую резьбовую оправку 3. Как только достигается заданный момент навинчивания, срабатывает муфта предельного момента 11 и включает электродвигатель 9. После этого цанга 17 при обратном движении щтока пнев- моцилиндра 15 выводится из отверстия заготовки. Одновременно происходит разжим призмы 4, чем предотвращается износ ее ориентирующей поверхности. Рабочий включает электродвигатель привода шпинделя и подачей подрезного резца 7 производит подрезку торца детали замка, а также снятие наружной фаски. После этого цанга 17 при включении пневмоциливдра 15 снова вводится в отверстие детали и сцепляется с ней. Электродвигатель 9 реверсируется, и деталь свинчивается с конической резьбовой оправки 3. Затем электродвигатель 9 выключается, цанга 17 выводится из отверстия детали при возвращении щтока пневмоцилиндра 15 назад. Производится спуск механизма захвата 31 путем включения механизма подъема-спуска 30, включается пневмоцилиндр 38 механизма захвата, деталь захватывается колодками 41 и поднимается вместе с механизмом захвата при реверсировании пневмоцилиндра 36 механизма подъемаспуска 30. После Этого включается конвейер 2,1. и новая заготовка подается на станок. Включается электродвигатель 33 механизма передвижения 29, механизм разгрузки 28 при вращении колес 34 вместе с деталью перемешается по балке 32 к конвейеру 21. При достижении конвейера спускается механизм захвата 31 и разжимаются его колодки 41. Готовая деталь попадает на конвейер, а механизм разгрузки возвращается в исходное положение. ормула изобретения 1. Станок для подрезки соединительных концов бурильных труб, содержащий станину, загрузочнс)-разгрузочное устройстсо, шпиндель с установленной в нем конической резьбовой оправкой, о т личающийся тем, что, с целью повышения производительности и точности подрезки, станок снабжен установленным на станине узлом механизированной подачи и навинчивания с постоянным моментом заготовки на резьбовую оправку, а резьбовая оправка снабжена упорным измерительным торцом. 2. Станок по п. 1, отличающийся тем, что узел механизированной подачи и навинчивания заготовки 7 состоит из привода постоянного крутящего момента, связанного через пон11жак щий редуктор с установленным на станине с возможностью осевого перемещения от пневмоцилиндра валом, на котором установлена цанга. Источники информации, принятые во внимании при экспертизе 1. Керщенбаум Я. М.,.Мархасин Э. Л., Ярошевский Ф. М. Технология производства нефтепромыслового оборудования. М-Л., Гостопте- -тзпат, 1948, с. 484486, фиг. 301-SO6.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подрезки соединительных концов бурильных труб | 1975 |
|
SU733865A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ | 1966 |
|
SU186260A1 |
| Устройство для загрузки станка | 1983 |
|
SU1073072A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1970 |
|
SU285944A1 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГРУППОВОЙ СБОРКИКОНВЕЙЕРОВРОЛИКОВ | 1972 |
|
SU333000A1 |
| Станок для обработки графитированных электродов | 1979 |
|
SU772878A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |

21
фиг.1
C
77/7.
24A
I
uo
141
фиг.Ъ
