(54) СТАНОК ДЛЯ ОБРАБОТКИ ГРАФИТИРОВАННЫХ
ЭЛЕКТРОДОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки биконических ниппелей графитированных электродов | 1978 |
|
SU917919A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Зубофрезерный станок | 1989 |
|
SU1773606A1 |
| Станок для обработки графитированныхэлЕКТРОдОВ | 1979 |
|
SU841993A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 1973 |
|
SU376190A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ТОРОВЫХ И РОГООБРАЗНЫХ ПОВЕРХНОСТЕЙ | 2011 |
|
RU2475337C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Станок для гибки труб | 1991 |
|
SU1817719A3 |
| Фрезерный станок | 1976 |
|
SU560706A1 |

1
Изобретение относится к станкостроению в частности к станкам для обработки графитированных электродов, используемых в электрометаллургических печах.
Наиболее близким техническим решением к изобретению является станок для обработки графитированных электродов, содержащий станину, на направляющих которой установлены приводные патроны с торцовочными головками и резьбофрезерные головки с приводами продольного перемещения в виде винтов с гайками и приводами поперечного перемещения 1.
Недостатком известного устройства является то, что погрещности передаточного механизма уменьщают точность обработки, а также взаимное влияние вращающихся патронов и резьбофрезерных головок, расположенных на одних каретках, ухудщает качество обработки.
Цель изобретения - повыщение качества нарезания конической резьбы в электродах.
Поставленная цель достигается тем, что в станке, содержащем станину, на направляющих которой установлены приводные патроны с торцовочными головками и резьбофрезерные головки -с приводами продольного перемещения в виде ходовых винтов с гайками и приводами поперечного перемещения, приводные патроны и резьбофрезерные головки смонтированы на станине независимо друг от друга, причем привод продольного перемещения резьбофрезерных головок выполнен в виде фрикционных механизмов, кинематически связанных с ходовым винтом и гайками, а их возвратное перемещение осуществлено через редуктор.
В станке гайки привода продольного перемещения могут быть выполнены в виде цилиндрических труб с резьбовыми фланцами, один из которых выполнен с возможностью поворота и фиксации.
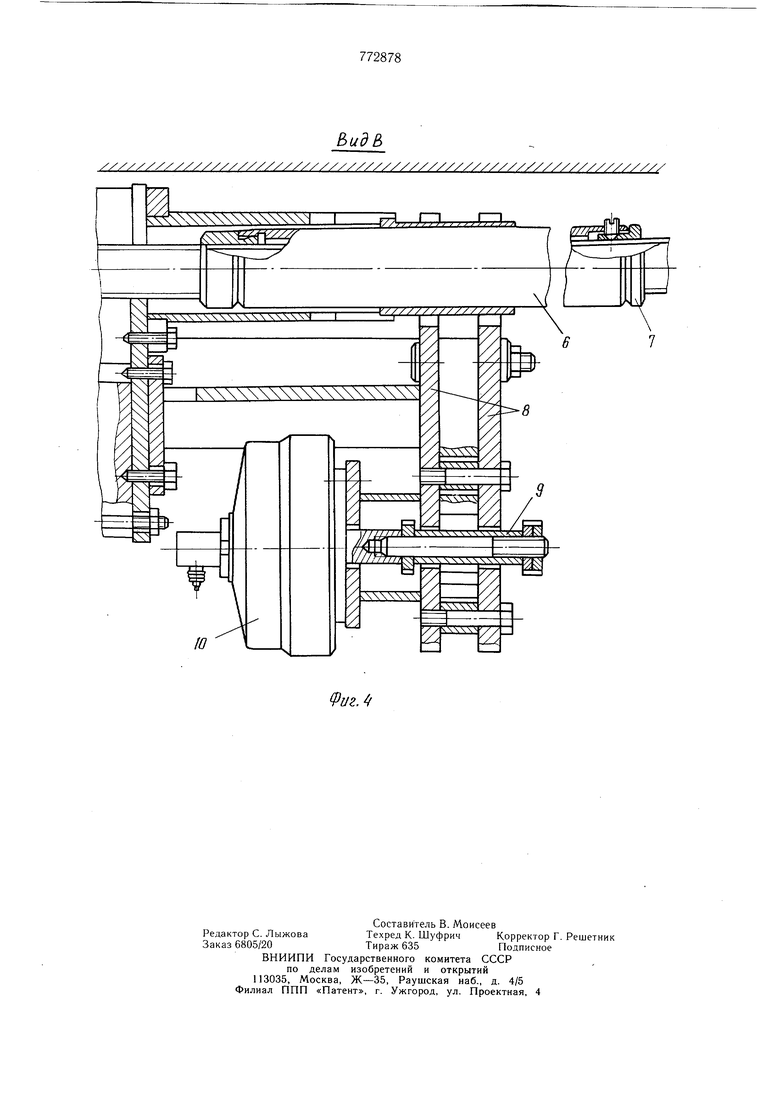
На фиг. 1 схематически изображен предложенный станок; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - вид В на фиг. I.
Станок содержит станину 1 с установленными на ее направляющих приводными патронами 2, снабженными торцовочными головками 3. На направляющих станины установлены также резьбофрезерные головки 4 с приводами продольного перемещения, которые включают ходовой винт 5, гайку 6, выполненную в виде трубы с резьбовыми
фланцами, один из которых 7 закреплен на трубе с возможностью поворота и фиксации. Резьбофрезерные головки 4 связаны с гайками б с помощью фрикционных механизмов,, включающих рычаги 8, взаимодействующие одним концом с гайкой 6, а другим - с клином 9, установленным на щтоке пневмоцилиндра 10. Приводы продольного перемещения связаны с механизмами возвра та гаек, выполненными в виде зубчатых редукторов И, взаимодействующих с щестернями 12, посаженными на гайках 6 и связанными с помощью подпружиненных кулачковых полу муфт 13 и 14 с ходовым валом 15. Приводы поперечных перемещений резьбофрезерных головок 4 включают копирные линейки 16 и средства их включения в виде дистанционных щтанг 17 с упорными гайками 18, проходящих через установленные на патронах 2 упоры 19.
Станок работает следующим образом.
Заготовка электрода подается в рабочую зону на линию центров. Приводные патроны 2 сдвигаются по направляющей и охватывают концы заготовки. По команде включаются приводы патронов и производится зажим заготовок. Патроны с заготовкой начинают вращаться, одновременно начинают вращаться фрезы торцовочных головок 3 и резьбофрезерных головок 4, а также ходовой винт 5. В пневмоцилиндры 10 подается воздух, и клинья 9 раздвигают концы рычагов 8, вторые концы которых зажимают гайки 6, прекращая их вращение, резьбофрезериые головки начинают двигаться по ходовому винту. Как только упорные гайки 18 на дистанционных штангах 17 достигают установленных, на патронах 2 упоров 19, копирные линейки 16 останавливаются, и начинается поперечное перемещение головок 4. Складываясь, поперечное и продольное перемещение обеспечивает движение фрезы вдоль образующей нарезаемой конической резьбы. Торцовочные головки 3 обеспечивают подрезку торцов электродов на определенном расстоянии от приводных патронов. Гайки 18 дистанционных щтанг 17 настроены на включение копирных линеек 16 на том же расстоянии от патронов. После окончания обработки фрезы резьбофрезерных головок 4 выходят из резьбы, и головки возвращаются в исходное положение с помощью ходового вала 15. При
перемещении резьбофрезерных головок 4 в исходное положение полумуфта 13, преодолевая усилие пружины, смыкается с полумуфтой 14, и крутящий момент от ходового вала 15 передается через редукторы 11 и щестерни 12 на гайки 6, которые по резьбе неподвижного ходового винта 5 возвращаются в исходное положение. После возвращения резьбофрезерных головок в исходное положение подается команда на разжим патронов и смену заготовки.
Формула изобретения
направляющих которой установлены приводные патроны с торцовочными головками и резьбофрезерные головки с приводами продольного перемещения в виде ходовых винтов с гайками и приводами поперечного перемещения, отличающийся тем, что, с целью повышения качества обработки, приводные патроны и резьбофрезерные головки смонтированы на станине независимо друг от друга, причем привод продольного перемещения резьбофрезерных головок выполнен
в виде фрикционных механизмов, кинематически связанных с ходовым винтом и гайками, а их возвратное перемещение осуществлено через редуктор.
Источники информации, принятые во внимание при экспертизе
,//
/
/J /
IPU2.3
БидВ
Фиг.
