1
Изобретение относится к обработке металлов давлением и предназначено, в частности, для резки труб при монтаже или ремонте трубопроводов в энергетической, нефтяной, химической, пищевой и других отраслях промышленности.
Известен из основного авт. св. № 184235 штамп для резки труб, содержащий пуансон и сменную матрицу, выполненную в виде двух помещенных в гнезде нижней части и штампа подвижных одна относительно другой частей, выполненных подпружиненными, ю поворачиваемыми в рабочее положение посредством находящейся под действием пуансона трубы и имеющими ложементы в виде колец для установки и зажима трубы.
Однако съем отрезанной заготовки осуществляется подачей трубы, что довольно трудоемко.
С целью улучшения условий съема отрезанных заготовок нижняя часть штампа выполнена составной в виде неподвижной средней части и двух боковин Г-образной формы, 70 шарнирно связанных с неподвижной частью, и несущих гнезда, и снабжена планками, щарнирно соединенными с боковинами, и приводом, скрепленным с одной из боковин.
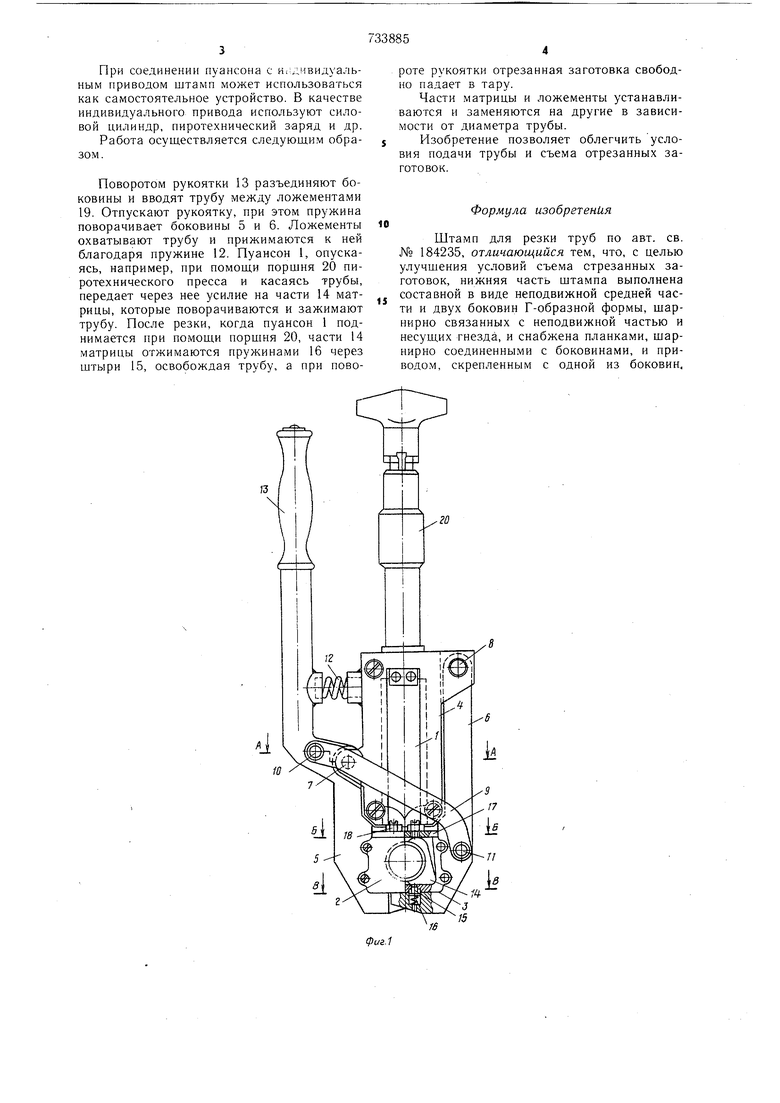
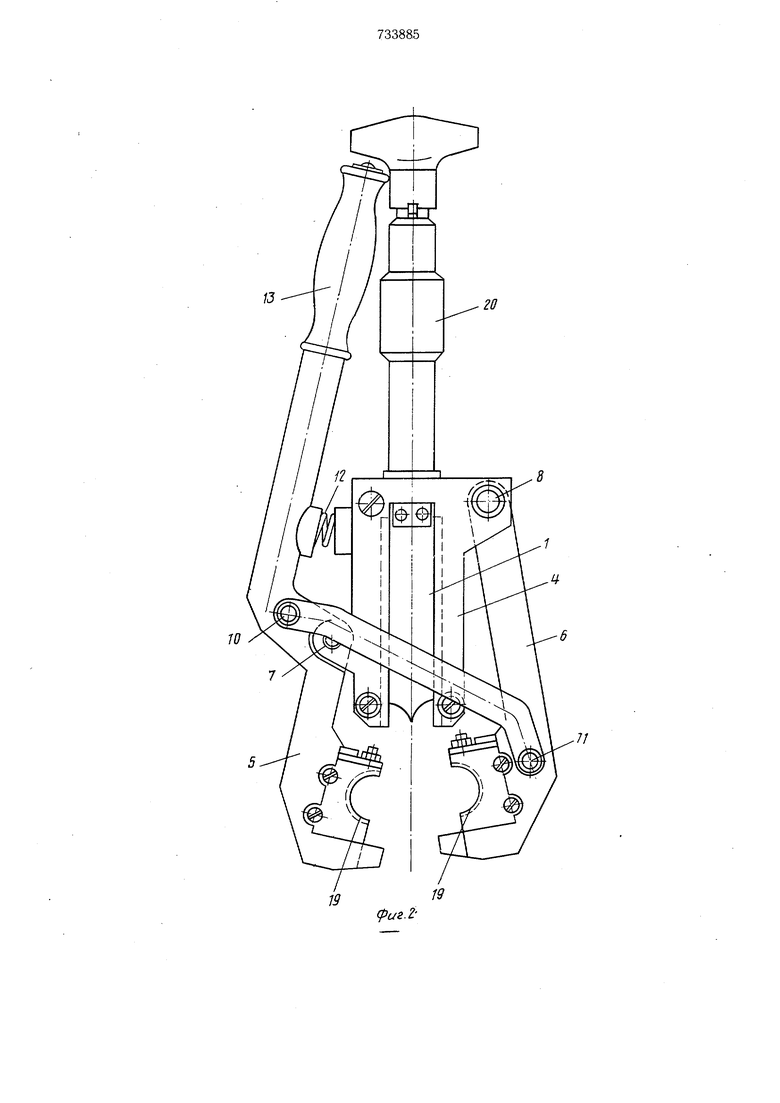
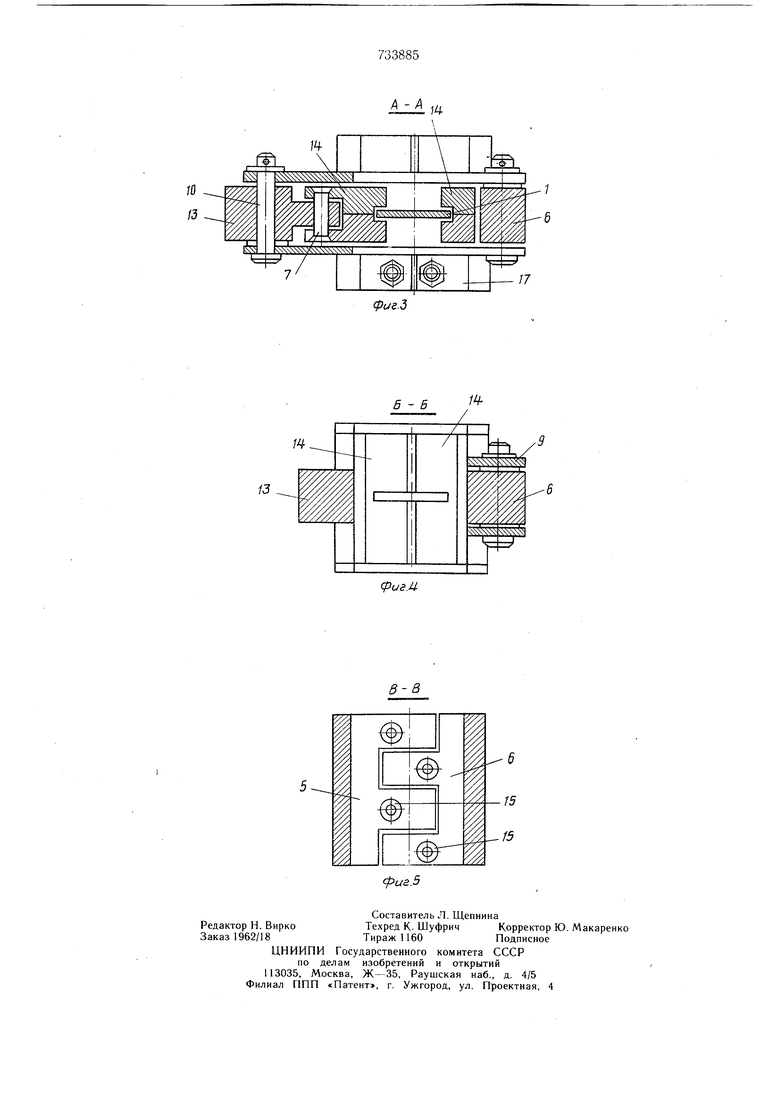
На фиг. 1 представлен штамп для резки труб, общий вид; на фиг. 2 - то же, после съема отрезанной заготовки; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1.
Штамп для резки труб содержит пуансон 1 и сменную матрицу 2, размещенную в гнезде 3 нижней части штампа. Нижняя часть щтампа выполнена составной в виде неподвижной 4 средней части, двух боковин 5, 6 Г-образной формы, соединенных щарнирами 7 и 8 со сре.аней частью, и планок 9 связанных шарнирами 10 и II с боковинами. Гнезда 3 размещены в боковинах 5 и 6. Разъем и смыкание боковин может осуществляться приводом, в виде, например, силового цилиндра или вручную.
Смыкание боковин может осуществляться пружиной 12, а разхем - вручную при помощи рукоятки 13, закрепленной на боковине 5. /Viaтpицa 2 выполнена из двух подвижных частей 14, подпружиненных посредством щтырей 15 и 16. Угол поворота частей 14 матрицы регулируется планкой 17 и винта.ми 18. В частях 14 матрицы закреплены ложменты 19 в виде полуколец.
При соединении пуансона с и дивидуальным приводом штамп может использоваться как самостоятельное устройство. В качестве индивидуального привода используют силовой цилиндр, пиротехнический заряд и др.
Работа осуществляется следующим образом.
Поворотом рукоятки 13 разъединяют боковины и вводят трубу между ложементами 19. Отпускают рукоятку, при этом пружина поворачивает боковины 5 и 6. Ложементы охватывают трубу и прижимаются к ней благодаря пружине 12. Пуансон 1, опускаясь, например, при помощи поршня 20 пиротехнического пресса и касаясь трубы, передает через нее усилие на части 14 матрицы, которые поворачиваются и зажимают трубу. После резки, когда пуансон 1 поднимается при помощи поршня 20, части 14 матрицы отжимаются пружинами 16 через штыри 15, освобождая трубу, а при повороте рукоятки отрезанная заготовка свободно падает в тару.
Части матрицы и ложементы устанавливаются и заменяются на другие в зависимости от диаметра трубы.
Изобретение позволяет облегчить условия подачи трубы и съема отрезанных заготовок.
Формула изобретения
Штамп для резки труб по авт. св. № 184235, отличающийся тем, что, с целью улучшения условий съема отрезанных заготовок, нижняя часть штампа выполнена составной в виде неподвижной средней части и двух боковин Г-образной формы, шарнирно связанных с неподвижной частью и несущих гнезда, и снабжена планками, шарнирно соединенными с боковинами, и приводом, скрепленным с одной из боковин.
13
(риг.гА -А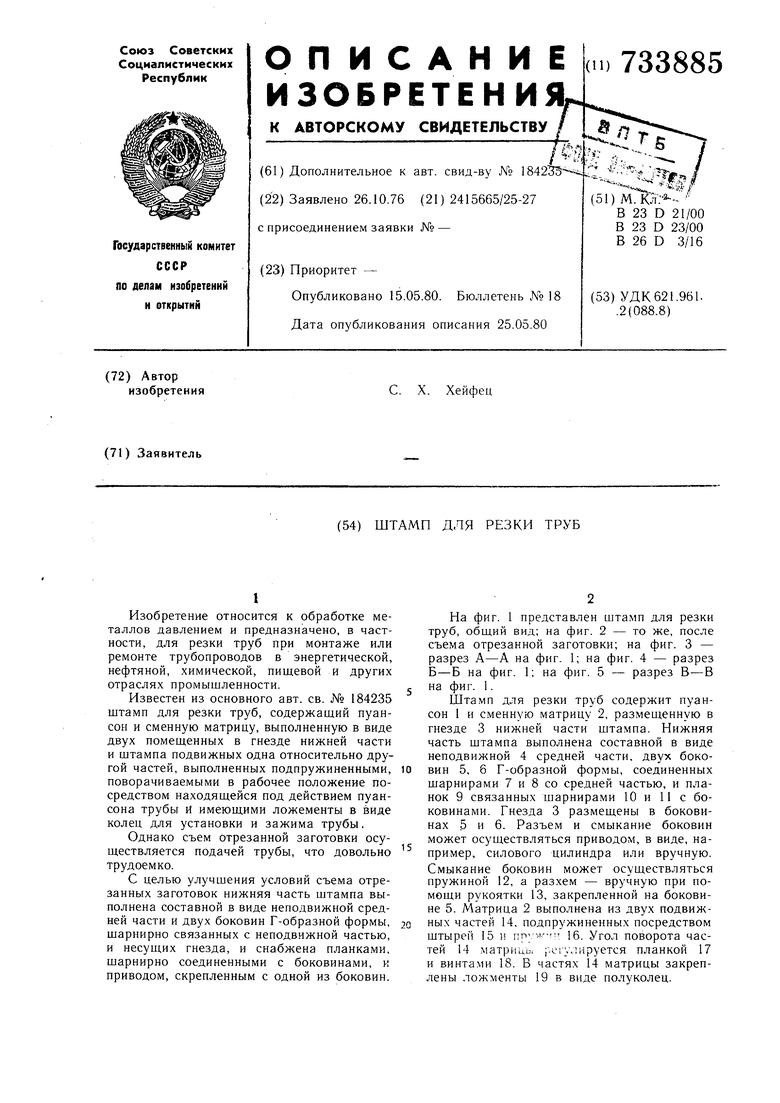
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки профильного проката | 1988 |
|
SU1648649A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Штамп для объемного формообразования деталей | 1982 |
|
SU1140877A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Штамп для резки труб | 1974 |
|
SU496114A1 |
| Штамп для резки труб | 1982 |
|
SU1092013A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Устройство для подачи и переноса заготовок в штампах | 1983 |
|
SU1175599A1 |
14
13
