(54) УСТАНОВКА ДЛЯ МЕТАЛ.ПИЗАЦИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий | 1979 |
|
SU827185A1 |
| УСТАНОВКА ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2000 |
|
RU2190035C2 |
| Автомат для маркирования деталей краской | 1981 |
|
SU1061879A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Установка для металлизации изделий | 1980 |
|
SU931797A1 |
| Устройство для металлизации наружной поверхности труб | 1982 |
|
SU1131918A1 |
| СПОСОБ ПОЛНОЙ МЕТАЛЛИЗАЦИИ ДЕТАЛИ В ДЕРЖАТЕЛЕ, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И МЕХАНИЗМ ПЕРЕДАЧИ ДЕТАЛИ С ОДНОГО КОНВЕЙЕРА НА ДРУГОЙ | 1991 |
|
RU2091179C1 |
| Тележка для перевозки изделий | 1983 |
|
SU1162654A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ ДИСКООБРАЗНЫХ И ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ОПОРНЫМИ ОСЯМИ | 1998 |
|
RU2162775C2 |
| Установка для металлизации изделий | 1979 |
|
SU784936A1 |
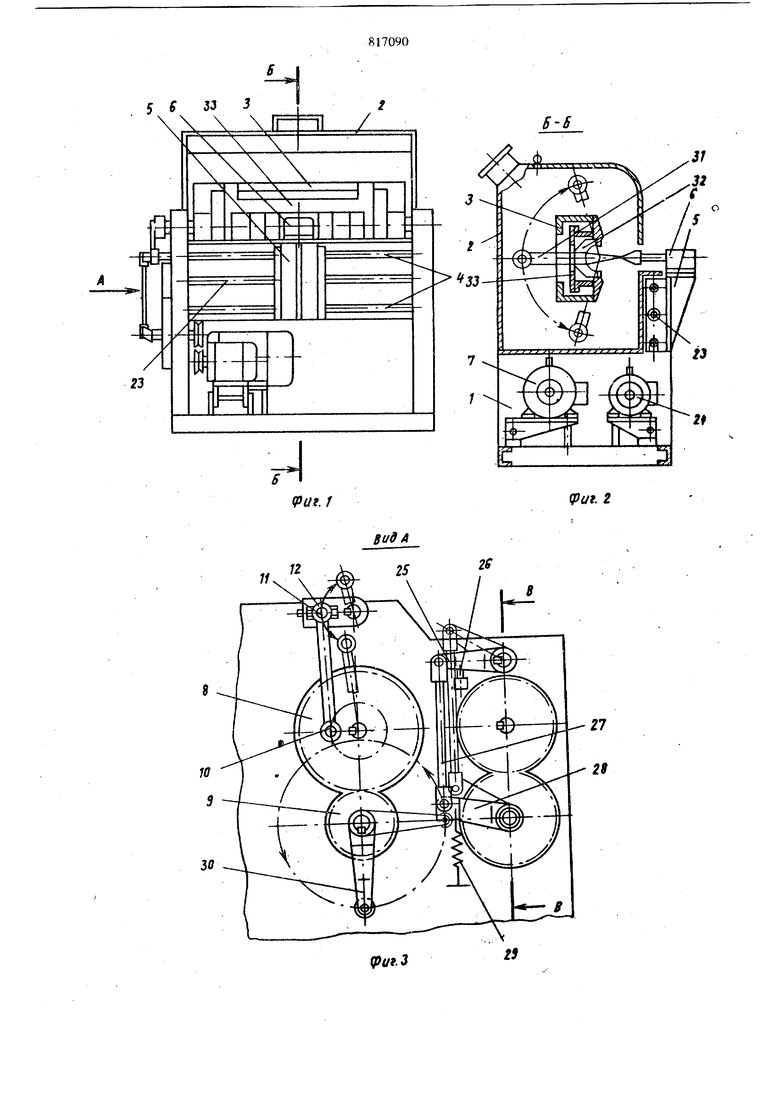
Изобретение относится к нанесению покрытий методом металлизации, в частности к устройствам для восстановления шатунов двигателей внутреннего сгорания. Известно УСТРОЙСТВО для металлизации внут ренней поверхиости концов цилиндрических изде лий, содержашее зажим для изделия и размещенную на консоли каретку с металлизатором l Однако устройство обеспечивает обработку поверхностей ограниченной длины при непрерывном перемещении сугаюрта. Известно устройство для металлизации деталей, состоящее из станины с приводными валками для поворота изделия и перемещаемого винтовой подачей суппорта с металлизатором 2. Однако такое устройство не может обеспечить нанесение покрытия параллельными полосами с регулируемым щагом, что требуется при металлизации различных разъемных подишпников. Цель изобретения -- создание установки с расцшреннь ми технологическими возможнрстями, обеспечивающей возможность непрерывной или дискретной реверсивной с регулируемым щагом подачи суппорта с металлизатором. Для достижения поставленной цели в установке для металлизации, содержащей механизм для закрепления и перемещения изделий, суппорт с металлизатором, установленный с возможностью перемещения по направляющим и механизм перемещения суппорта с ходовым винтом и гайкой, механизм перемещения суппорта снабжен втулкой с торцовыми винтовыми кулачками, установленной на оси с возможностью поворота к винтовыми упорами, причем втулка соединена с гайкой ходового винта и связана через систему рычагов с механизмом перемещения изделий. На фиг. 1 изображена установка, вид спереди; на фиг. 2 - разрез Ь- на фиг, 1; на фиг. 3 - вид А яа фиг. 1; на фиг. 4 разрез В-В на фиг. 3; на фиг. 5 - поворотная втулка в повернутом положении. Предлагаемая установка для металлизации разъемных подщипников состоит из станины
38
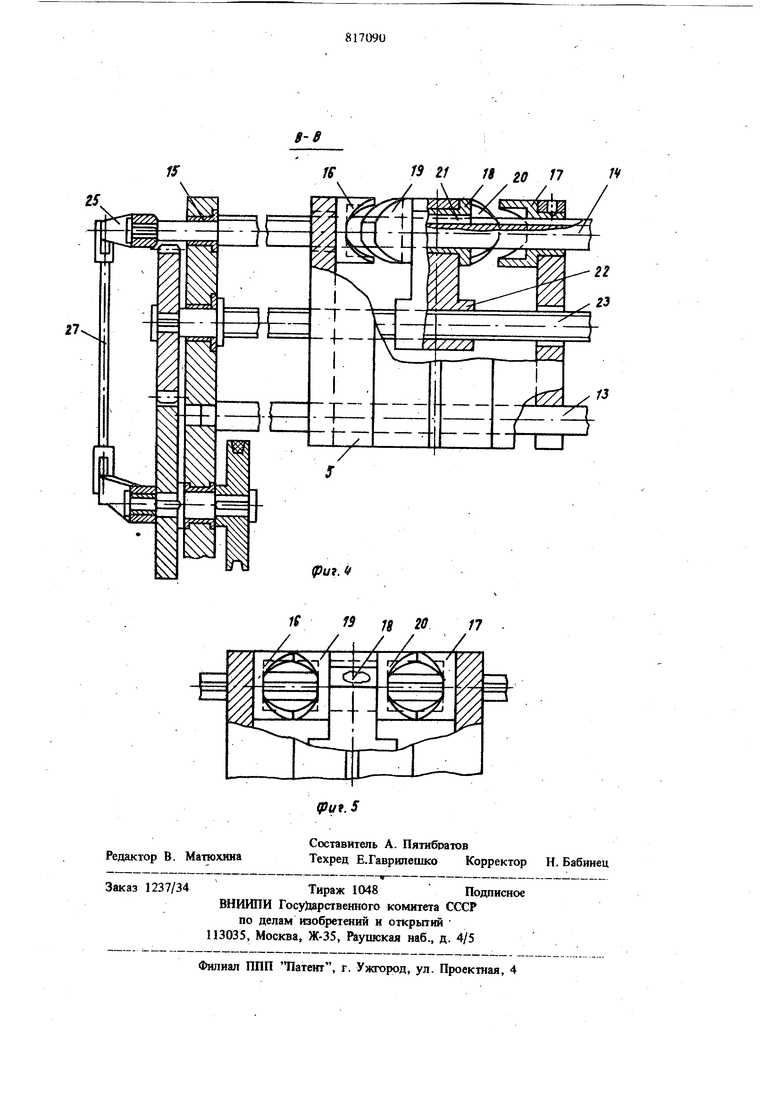
, камеры 2, горизонтальной качающейся траверсы 3 и перемеишющегося по направляю- . щим 4 суппорта 5 с металлизатором 6. Электродвигатель 7 через шестерни 8 и 9 (с передаточным числом 2), шарниры 10 и 11 и рычаг 12 связан с траверсой 3. Суппорт 5 свободно установлен на направляющие 4, выполненные в виде осей 13 и 14, причем в оси 14- вьшолнен щпоночный паз и она установлена в подщипниках 15. Суппорт снабжен з орами 16 и 17 с винтовыми поверхностями, между которыми размещена поворотная втулка 18 с торцовыми винтовыми кулачками 19 и 20. Втулка 18 снабжена щпонкой 21 и соединена с гайкой 22, которая перемещается по ходовому винту 23, приводимому во вращение от электродвигателя 24. Полная длина втулки 18 равна расстоянию между упорами 16 и 17; втулка 18 кинематически связана с приводом траверсы 3 посредством оси 14, рычага 25 с упором 26, тяги 27, рычага 28 с пружиной 29 и вращающегося поводка 30. Обрабатываемые детали 31 и 32 собирают в обойме 33, которая крепится к траверсе 3.
Предлагаемая установка для металлизации работает в следующей последовательности.
В исходном положении (траверса 3 с обой мой 33 повернута в нижнее положение, металлизатор 6 - в крайнее правое положение) включают металлизатор 6 и оба электродвигателя 7 и 24, при этом траверса 3 с деталями 31 и 32 соверщает возвратно-качательно.е движение, а гайка 22 с втулкой 18 перемещается непрерьшно влево со скоростью, устанавливаемой регулировкой электродвигателя 24. Если с помощью упора 26 зафиксировать рычаг 25 в верхнем положении, то втулка . 18 находится в двухстороннем контакте с суппортом 5 и, следовательно, металлизатор 6 перемещается совместно с гайкой 22, обеспечивая в результате сложения движений зигзагообразную траекторию напыления поверхности деталей.
В случае, когда необходимо напыление поверхности параллельными полосами с заданным шагом, рычаг 25 опускают на упоре 26 в нижнее положение, при этом втулка 18 располагается между упорами 16 я 17 с равными зазорами и при непрерывном движении гайки 22 ходового винта 23 втулка 18 своими кулачками 19 заходит в промежуток между винтовыми поверхностями упора 16 на йеличину щага напыления на одно каяание траверсы 3, а сам суппорт 5 остается неподвижным. При подходе траверсы 3 в одно ib крайних положений, кинематически связанный с ней поводок 30 поднимает рычаги 25 и 28
4
в верхнее положение и поворачивает через ось 14 втулку18 в положение, изображенное на фиг. 5, при этом суппорт 5 быстро передвигается влево на величину захода втулки 18, т.е. на шаг напыления. При дальнейшем ходе поводок 30 сходит с рычага 28 и под действием пружины 29 втулки 18 воз- вращается снова в положение, изображенное на фиг. 4, оставляя суппорт 5 неподвижным
на время следующего качания и обеспечивая благодаря дискретной подаче суппорта нанесение покрытия на детали 31 и 32 параллельными полосами с заданным постоянным щагом.
При нанесении покрытий в несколько слоев возможна работа металлизатора 6 при обратном ходе суппорта 5, при этом дискретность хода обеспечивается правым винтовым кулачком 20 втулки 18.
Использование предлагаемой установки позволит внедрить более производительное механизированное напыление посадочных поверхностей шатунов при ремонте двигателей взамен гальванического железнения, что существенно
экономит время процесса, энергоресурсы и производственные площади. Универсальность установки благодаря регулировке шага напыления и применению различных траекторий позволит ей найти применение для работы с различными по размерам и наносимым материалам реталям типа разъемных подшипников при их ремонте и изготовлении.
Формула изобретения
Установка для металлизации, содержащая станину, механизм для закрепления и перемещения изделий, суппорт с металлизаторои установленный с возможностью перемещения по направляющим и механизм для перемещения суппорта с ходовым винтом и гайкой, отличающаяся тем, что, с целью расширения технологических возможностей механизм для перемещения суппорта снабжен
втулкой с торцовыми винтовыми кулачками, установленной на оси с возможностью поворота, и винтовыми упорами, причем втулка соединена с гайкой ходового винта и связана через систему рычагов с механизмом перемещения изделий.
Источники информации, принятые во внимание при экспертизе
Риг, 1
11
30
иг. 2
27
29
fpt/f.3 5
