(54) СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства заготовок | 1979 |
|
SU801908A1 |
| Способ прокатки | 1979 |
|
SU804012A1 |
| Способ производства заготовок | 1977 |
|
SU735336A1 |
| Способ производства заготовок | 1978 |
|
SU806168A1 |
| Способ производства листов | 1983 |
|
SU1176983A1 |
| Способ получения заготовок | 1979 |
|
SU1036407A2 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2001 |
|
RU2223156C2 |
| Способ производства заготовок | 1981 |
|
SU1014180A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2674586C2 |
1
I
Изобретение относится к обработке металлов давлением и может быть использовано для производства заготовок, при сочетании в едином комплексе машины непрерывной разливки и прокатного стана.
Известен способ производства заготовок, включающий формирование многолучевого профиля по меньшей мере с тремя лучами, с основанием луча в зоне его сочленения с другими лучами, равным 0,72-2,3 длины грани луча и другим основанием, равным 0,5-1,0 длины грани луча, и отделение лучей от центральной части путем преимущественного воздействия калибром прокатного валка на одну и граней по меньшей мере одного луча в направлении, перпендикулярном радиусу луча в кантовке раската после отделения, по крайней мере, одного
луча 1.
Недостатком известного способа является относительная сложность процесса отделения лучей и определенные искажения формы полученных заготовок.
Цель изобретения - облегчение процесса отделения лучей и уменьшения его влияния на форму заготовок
Поставленная цель достигается тем, что каждый из лучей многолучевого профиля деформируют на 10-30% в направлении, перпендикулярном радиусу луча, выводя ликвационную зону в луч путем одновременного обжатия вместе с лучом центральной части профиля, после чего отделяют лучи с длиной грани, равной 1,02-1,5 ис0ходной ее длины.
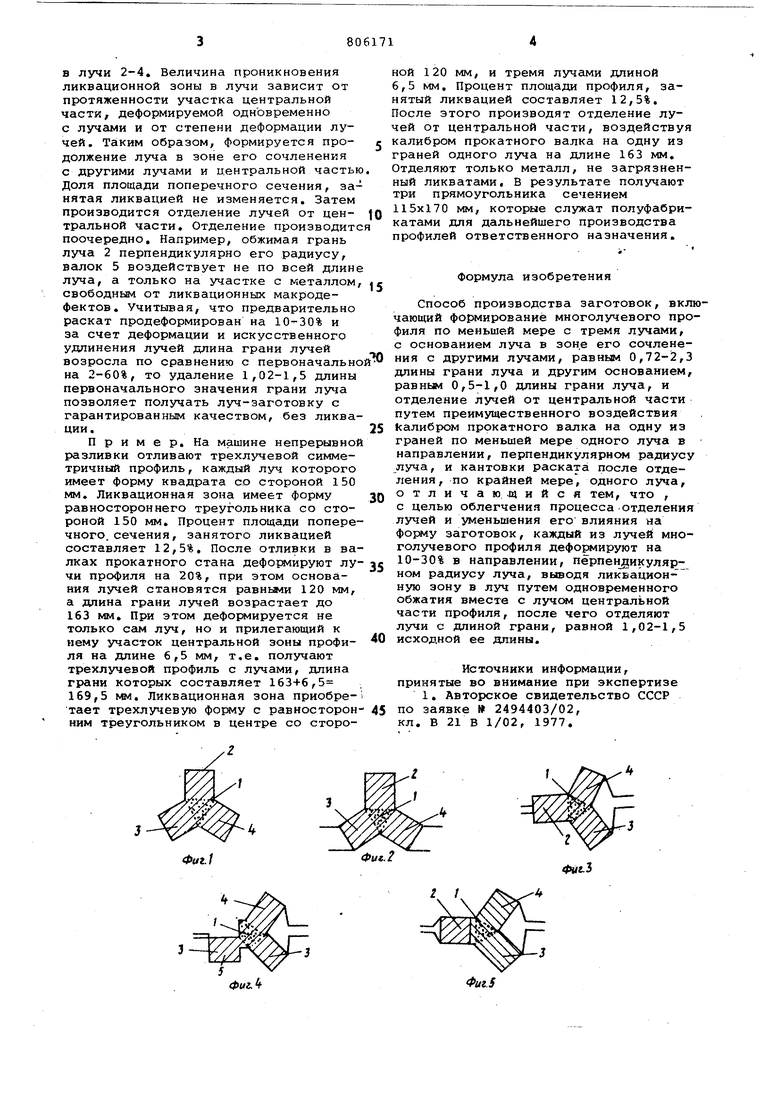
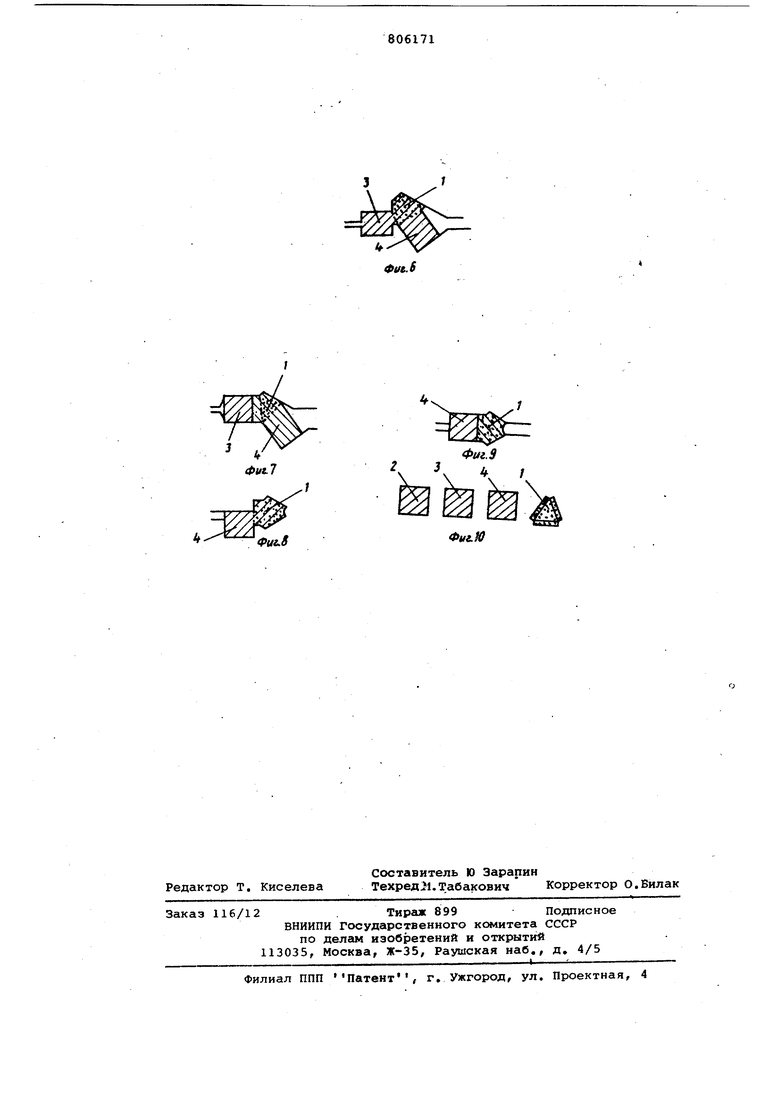
На фиг. 1 приведена схема многог лучевого профиля; на фиг. 2 - 4 схема вывода ликвационной зоны и луч; на фиг, 5 - 10 - схема отделе5ния лучей от центральной части профиля .
МноголучеЁой профиль с тремя лучами можно условно разделить на четыре участка: центральная часть 1,
0 где сосредоточена осевая пористость и ликвационная зона и три луча 2-4, в которых отсутствуют дефекты кристаллизаци.
Сначала обжимают лучи 2 - 4 на
5 10-30%, одновременно обжимают участки центральной части 1, прилегающие к каждому из лучей. В результате обжатия уменьшается толщина лучей 2-4, при этом металл центральной части 1
0 обогащенный ликватами, перемещается в лучи 2-4. Величина проникновения ликвационной зоны в лучи зависит от протяженности участка центральной части/ деформируемой одновременно с лучами и от степени деформации лучей. Таким образом. Формируется продояжение луча в зоне его сочленения с другими лучами и центральной частью Доля площади поперечного сечения, занятая ликвацией не изменяется. Затем производится отделение лучей от центральной части. Отделение производит поочередно. Например, обжимая грань луча 2 перпендикулярно его радиусу, валок 5 воздействует не по всей длин луча, а только на участке с металлом свободным от ликвационных макродефектов. Учитывая, что предварительно раскат продеформирован на 10-30% и за счет деформации и искусственного удлинения лучей длина грани лучей возросла по сравнению с первоначально на 2-60%, то удаление 1,02-1,5 длины первоначального значения грани луча позволяет получать луч-заготовку с гарантированным качеством, без ликва ции . Пример, На машине непрерывной разливки отливают трехлучевой симметричный профиль, каждый луч которого имеет форму квадрата со стороной 150 мм, Ликвационная зона имеет форму равностороннего треугольника со стороной 150 мм. Процент площади попере чного, сечения, занятого ликвацией составляет 12,5%, После отливки в ва лках прокатного стана деформируют лу чи профиля на 20%, при этом основания лучей становятся равньми 120 мм, а длина грани лучей возрастает до 163 мм. При этом деформируется не только сам луч, но и прилегающий к нему участок центральной зоны профиля на длине 6,5 мм, т.е, получают трехлучевой профиль с лучами, длина грани которых составляет 163+6,5 169,5 NW, Ликвационная зона приобретает трехлучевую форму с равносторон ним треугольником в центре со стороой 120 мм, и тремя лучами длиной 6,5 мм. Процент площади профиля, заятый ликвацией составляет 12,5%, осле этого производят отделение луей от центральной части, воздействуя калибром прокатного валка на одну из граней одного луча на длине 163 мм. Отделяют только металл, не загрязненный ликватами, В результате получают три прямоугольника сечением 115x170 мм, которые служат полуфабрикатами для дальнейшего производства профилей ответственного назначения. Формула изобретения Способ производства заготовок, включающий формирование многолучевого профиля по меньшей мере с тремя лучами, с основанием луча в зон.е его сочленения с другими лучами, равным 0,72-:2,3 длины грани луча и другим основанием, равным 0,5-1,0 длины грани луча, и отделение лучей от центральной части путем преимущественного воздействия Калибром прокатного валка на одну из граней по меньшей мере одного луча в направлении, перпендикулярном радиусу луча, и кантовки раската после отделения, по крайней мере, одного луча, отличаю, .щийся тем, что , с целью облегчения процессаОтделения лучей и уменьшения его влияния на форму заготовок, каждый из лучей многолучевого профиля деформируют на 10-30% в направлении, перпендикулярном радиусу луча, выводя ли1СБацион- ную зону в луч путем одновременного обжатия вместе с лучсм центральной части профиля, после чего отделяют лучи с длиной грани, равной 1,02-1,5 исходной ее длины, Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР по заявке 2494403/02, кл, В 21 в 1/02, 1977,
Фиг.В
V
Фиг.Ю
