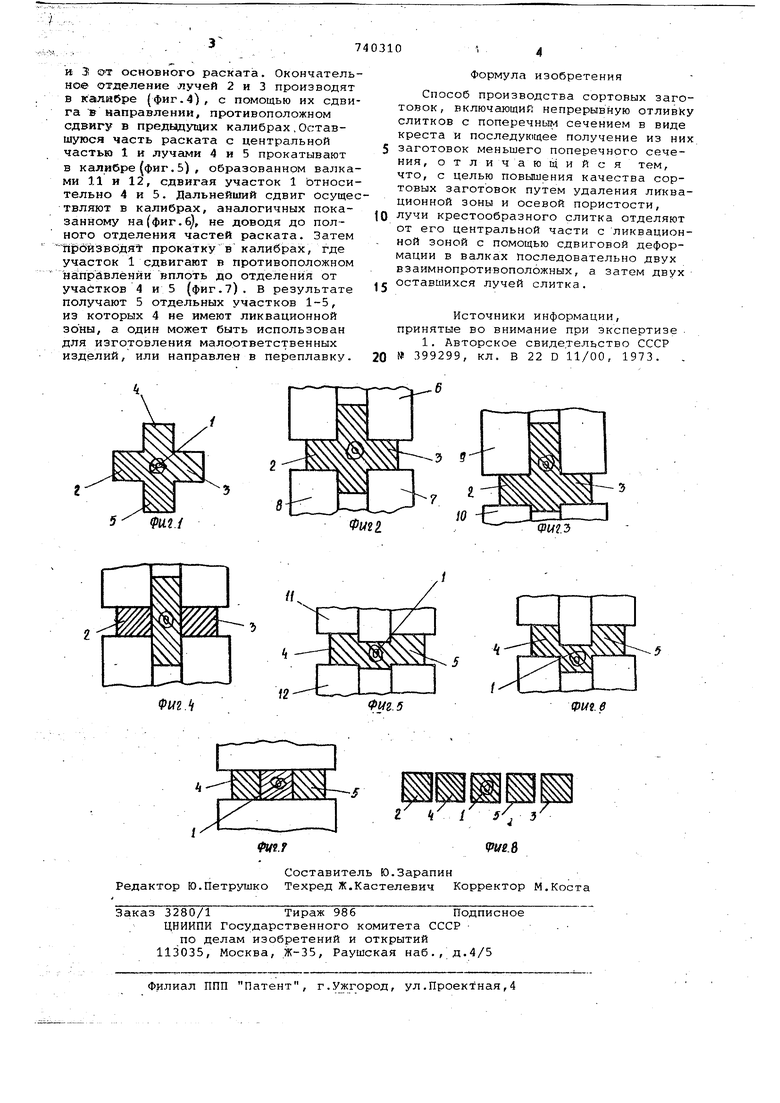
Изобретение относится к металлургическому производстйу и может быть использовано на комплексах совмещения и сочетания непрерывной разливки с прокаткой. Известен способ производства сортовых заготовок,- включающий непрерывную отливку слитков с поперечным сечением в виде креста и последующее получение из них заготовок меньшего поперечного сечения L Недостатком известного способа является то, что он не позволяет получать заготовки и конечные сечения, свободные от ликвационной зоНы и осевой пористости. Цель изобретения - повышение каче ства сортовых заготовок путем удаления ликвационной зоны и осевой порис тости. Цель достигаетсятем, что лучи крестообразного слитка отделяют от его центральной части с ликвационной зоной с помощью сдвиговой деформации в валках последовательно двух взаимнопротивоположных, а затем двух оставшихся лучей слитка. На фиг.1 приведена схема крестообразного слитка, на (фиг. последовательные стадии отделения в валках централх ной части слитк.а. Крестообразный слиток (фиг.1) разделяют на 5 основных участков, а именно центральный участок 1 с ликвационной зоной, образующейся в процессе кристаллизации, и четырех лучей 2-5, лишенных ликвации,, пористости и других макродефектов. При определенных параметрах геометрии участков и процесса разливки получают величину ликвационной зоны меньшую, чем центральная часть 1. В этом случае на условных границах раздела участка 1 со всеми остальными луЧами 2-5 крестообразного слитка металл не имеет дефектов. Отделение центральной части слитка происходит следующим образом. Валки 6 и 7 с ручьями образуют калибр (фиг.2), в котором за счет сдвига лучей 2 и 3 относительно основной части раската 8 производят деформацию крестообразного слитка. Дальнейший сдвиг лучей 2 и 3 производят в следующем калибре (фиг.З) , образованном валками 9 и 10. Причем пос.педовательный сдвиг осуществляют таким образом/ что не доводят его до отрыва лучей 2
и 3 от основного раската. Окончательное отделение лучей 2 и 3 производят в калибре (фиг.4), с помощью их сдвига в направлении, противоположном сдвигу в предьвдущих калибрах,Оставшуюся часть раската с центральной частью 1 и лучами 4 и 5 прокатывают в калибре(фиг.5), образованном валкаи 11 и 12, сдвигая участок 1 относительно 4 и 5. Дальнейший сдвиг осуществляют в калибрах, аналогичных показанному на (фиг. б}, не доводя до полного отделения частей раската. Затем прбязвЪдят прокатку в калибрах, где часток 1 сдвигают в противоположном направлении вплоть до отделения от участков 4 и 5 (фиг.). В результате получают 5 отдельных участков 1-5, из которых 4 не имеют ликвационной зоны, а один может быть использован ля изготовления малоответственных изделий, или направлен в переплавку.
Формула изобретения
Способ производства сортовых заготовок, включающий непрерывную отливКу слитков с поперечным сечением в виде креста и последующее получение из них заготовок меньшего поперечного сечения, отличающийся тем, что, с целью повышения качества сортовых заготовок путем удаления ликвационной зоны и осевой пористости, лучи крестообразного слитка отделяют от его центральной части с ликвационной зоной с помощью сдвиговой деформации в валках последовательно двух взаимнопротивоположных, а затем двух оставшихся лучей слитка.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 20 399299, кл. В 22 D 11/00, 1973.
5 (pUi.f
Фт.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сортовых заготовок | 1977 |
|
SU735337A1 |
| Способ прокатки | 1979 |
|
SU804012A1 |
| Способ производства заготовок | 1979 |
|
SU801908A1 |
| Способ производства заготовок | 1978 |
|
SU806169A1 |
| Способ производства заготовок | 1978 |
|
SU806171A1 |
| Способ прокатки сортового металла | 1978 |
|
SU710679A1 |
| Способ производства заготовок | 1977 |
|
SU735336A1 |
| Способ производства заготовок | 1978 |
|
SU806172A1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| Способ производства профилей и пластина для локализации ликвационных зон | 1980 |
|
SU900882A1 |
