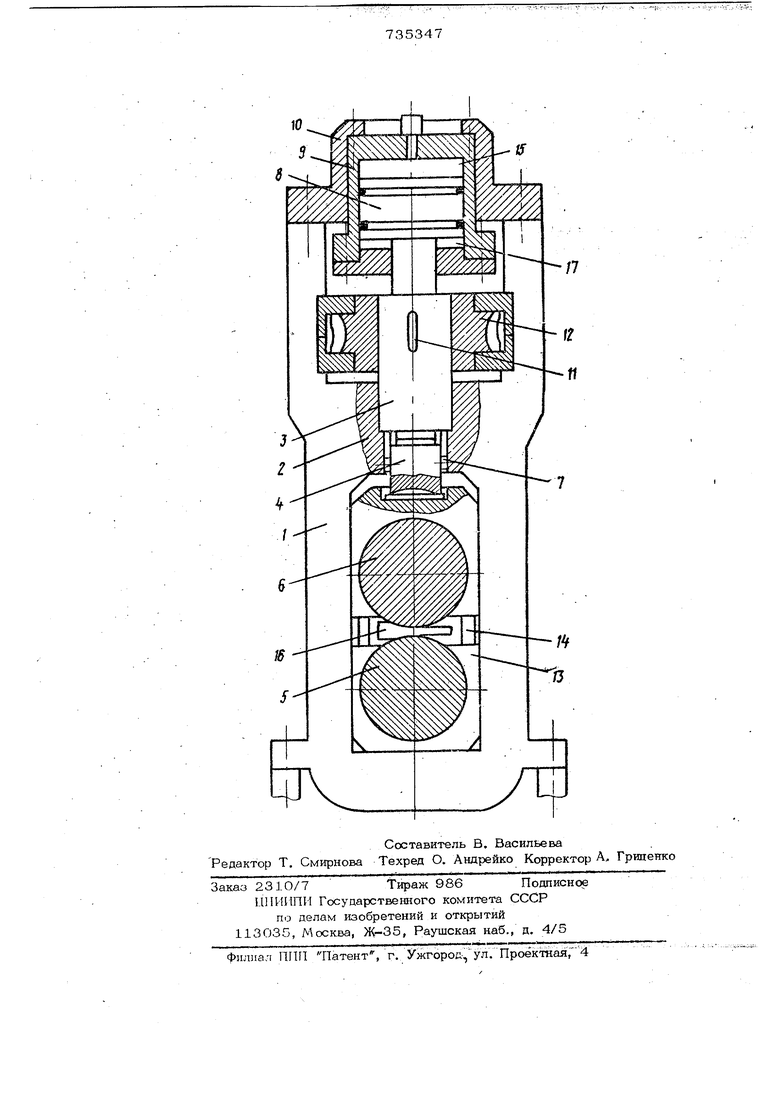
Изобретение касается прокатного производства и 1Ложет быть использовано в конструкциях клетей прокатных станов в нажимных механизмах. Известен нажимной механизм прокат Hoii кпети, включающий размещенные в расточке станины нажимной винт, установ ленный с возможностью осевого перемещения, гайку нажимного винта , устанойленную с возможностью поворота, средс-гво фиксирования гайки от перемещения вверх и привод поворота гайки, оперный бурт в станине под гайкой Ш .В известном механизме гайка жестко зафиксирована от перемещения вверх.При перегрузках, возникающих в клети,жесткое крепление гаек приводит к аварийным по псзмкам валков и деталей клетн. Цеяью изобретения является использование нажимного механизма в качестве предохранителя. Это достигается тем, что средство фи саций гайки от перемещения вверх выпол нено в виде гидроцилиндра, порщень кото рого упирается в верхний торец нажимного винта. На чертеже изображена прокатная клеть, вид сбоку. В расточках станины 1 вьшолнены бурты 2, на которых установлены гайки 3 с нажимными винтами 4. Бурты 2 удерясивают гайки 3 от смещения в сторону прокатных валков 5 и б относительно станины 1. В буртах 2 сделаны продольные сквозные пазы для шпонок 7, удерживающих нажимные винты 4 от проворота. На торцах нажимных винтов 4 смонтированы порщни 8 гидроцилиндров. Корпусы 9 гищэоцилиндров установлены в отверстиях траверс 10, посредством которых крепятся в станине 1. На приводные концы гаек 3 насажены по подвижной посадке на шпшки 11 зубчатые колеса 12, прйвоШвмые в движение двигателями через зубчатые передачи. Подвижные посадки должны обеспечить перемещение гаек 3 в расточках станины 1 и зубчат1,1х колес 12 в направлении действия усилия прокатки на .37 величину, превышающую максимальный рас вор валков. 13 подушках нижнего прокатного валка 13 установлены плунжеры 14 гидроцилин/фов для уравновешивания валка 6 и регулирования толшины проката. Для установки требуемого раствора валков вращают гайки 3 зубчатыми колесами 12 и перемещают в осевом направлении нажимные винты 4 с поршнями 8 и верхним валком б. Прокатная клеть приводится в рабочее положение повышением давления в полостях 15 гигфоцилиндров до величины, обеспечивающей прижатие трэдов гаек 3 к буртам 2 с усилием, не превышающим допускаемой нагрузки на клеть. Режим прокатки принимается таким, . чтобы давление прокатываемого металла . на валки было на 10-20% меньше усилия, развиваемого давлением в полостях 15 гидропилиндров. Если давление прокатывае мorb металла на валки превысит допускаемую нагрузку на клеть, то верхний валок 6 под действием прокатываемого металла 16 отойдет от нижнего валка 5, увеличив раствор валков и вытесняя из полостей 15 гищэоцилин фов жидкость в аккумулятор. При этом гайки 3 и нажимные винты 4 со шпонками 7 и 11 перемещаются в осевом направлении в расточках станины 1 и зубчатых колес 12, Повышая давление в полост51х 17 гирроиилин ров, можна быстро переместить нажимньте винты 4 с гайками 3 и отвести верхний валок 6 от нижнего или освободить валки 47 Это повышает маневрендгя перевалки ность прокатной клети и сокращает время, затраченное на перевалку валков и устранение заклинивания прокатываемого металнла в валках. Регулирование толщины проката осуществляется путем изменения давления жидкости на плунжеры 14. рмула изобретения Нажимной механизм прокаттюй клети, включающий размещенные в расточке станины нажимной БИНТ, установленный с возможностью осевого перемещения, гайку нажиТЛНого винта, установленную с возможностью ее поворота, средство фиксирования гайки от перемещения вверх и привод поворота гайки, сжорны-й бурт в станине под гайкой, отличаюш:ийся тем, что, с целью предохранения клети от перегрузки за счет использования нажимного механизма в качестве предохранителя, средство фиксации гайки от перемещения вверх выполнено в виде гидроцилиндра, поршень которого упирается в верхний торец нажимного винта. Источники информации. Принятые во внимание при экспертиз 1. Авторское свидетельство СССР № 345992, кл. В 21 В 31/24, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть | 1979 |
|
SU899175A1 |
| Вертикальная клеть прокатного стана | 1989 |
|
SU1690869A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Нажимное устройство прокатной клети | 1980 |
|
SU869884A1 |
| Универсальная прокатная клеть | 1986 |
|
SU1382513A2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Универсальная прокатная клеть | 1984 |
|
SU1178511A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |