(54) МАТРИЦА
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный стан для деформированияМЕТАллА ВОлОчЕНиЕМ и пРОТАлКиВАНиЕМ | 1978 |
|
SU801930A1 |
| Устройство для волочения проволоки | 1978 |
|
SU697220A1 |
| Устройство для волочения проволоки | 1978 |
|
SU782901A2 |
| Способ определения размеров деформирующего канала рабочей волоки одного из переходов при многократном волочении пруткового материала | 1989 |
|
SU1733146A1 |
| Устройство для волочения металла через две волоки | 1980 |
|
SU897354A1 |
| Устройство для деформирования металлаС пРиМЕНЕНиЕМ ВибРОКОлЕбАНийиНСТРуМЕНТА | 1979 |
|
SU820959A1 |
| Способ волочения металлических изделий с кручением | 1977 |
|
SU730401A1 |
| Устройство для волочения проволоки | 1979 |
|
SU869899A2 |
| Устройство для волочения проволоки | 1979 |
|
SU854486A1 |
| Устройство для волочения проволоки | 1977 |
|
SU631229A1 |
1
Изобретение относится к обработке металлов давлением, в частности к конструкции матриц пульсирующих прессов, и может быть использовано при производстве профилей и труб из металлов и сплавов преимущественно труднодеформируемых.
Известна матрица для волочения деталей, рабочий канал которой образован двумя или более частями матрицы, соединенными с вибровозбудителем, выполненным в виде электромагнитного соленоида, Сердечник которого передает пульсацию через масло и диафрагмы частям матрицы 1.
Однако нри работе матрицы возникает значительное трение скольжения на rioBejSxности контакта обрабатываемого металла с рабочим каналом матрицы, что приводит к интенсивному износу матрицы и непроизводительным затратам тягового усилия. Особенно это проявляется при горячей обработке изделий, характеризующейся интенсивным износом матрицы и пониженной прочностью протягиваемого металла.
Известна разъемная матрица пульсирующих прессов, рабочий канал йоторой образован несколькими вкладыщами. Часть вкладышей кинематически взаимодействуют с основными пульсирующими, соединенными с вибровозбудителями бойками пресса, и являются таким образом вспомогательными пульсирующими бойками. Другая часть вкладыщей, неподвижных относительно основных 5 бойков, на которые они опираются при работе, являются продолжением соответствующих основных неподвижных бойков. При сближении основных бойков происходит выборка зазоров между отдельными вклады.щами и всестороннее обжатие металла 2. 10 Увеличение числа пульсирующих бойков в известной матрице позволяет существенно уменьщить потери на трение и тяговое усилие, прикладываемое к металлу. По мере износа части матрицы могут заменяться - новыми.
Однако при работе известной матрицы сравнительно быстро изнашиваются вкладыши, особенно при горячей обработке металла, при этом отдельные вкладыши изнашиваются неодинаково быстро. При сложной форме профиля быстрее изнашиваются вкладыши, имеющие сложную конфигурацию контактной поверхности. Замена хотя бы одного вкладыша матрицы требует остановки пресса, а если пресс установлен -в поточной линии, то останавливается вся линия.
Кроме того, выполнение части вкладышей -кинематически подвижными относительно основных бойков пресса приводит к наличию дополнительных поверхностей трения между вкладышами и основными бойками, В результате имеет место износ бойков и вкладышей на поверхностях их контакта, что отрицательно сказывается на точности обработки профилей, а также вызывает необходимость периодической замены не только вкладышей, но и основных бойков пресса.
Матрица, рабочий канал которой образован бойками, часть которых или все соединены с вибровозбудителями, является прототипом.
Целью изобретения является уменьшение износа рабочего канала матрицы и повышение качества поверхности изделий.
Это достигается тем, что по крайней мере один из бойков выполнен в виде ролика, причем ролик выполнен с гранями на его рабочей поверхности.
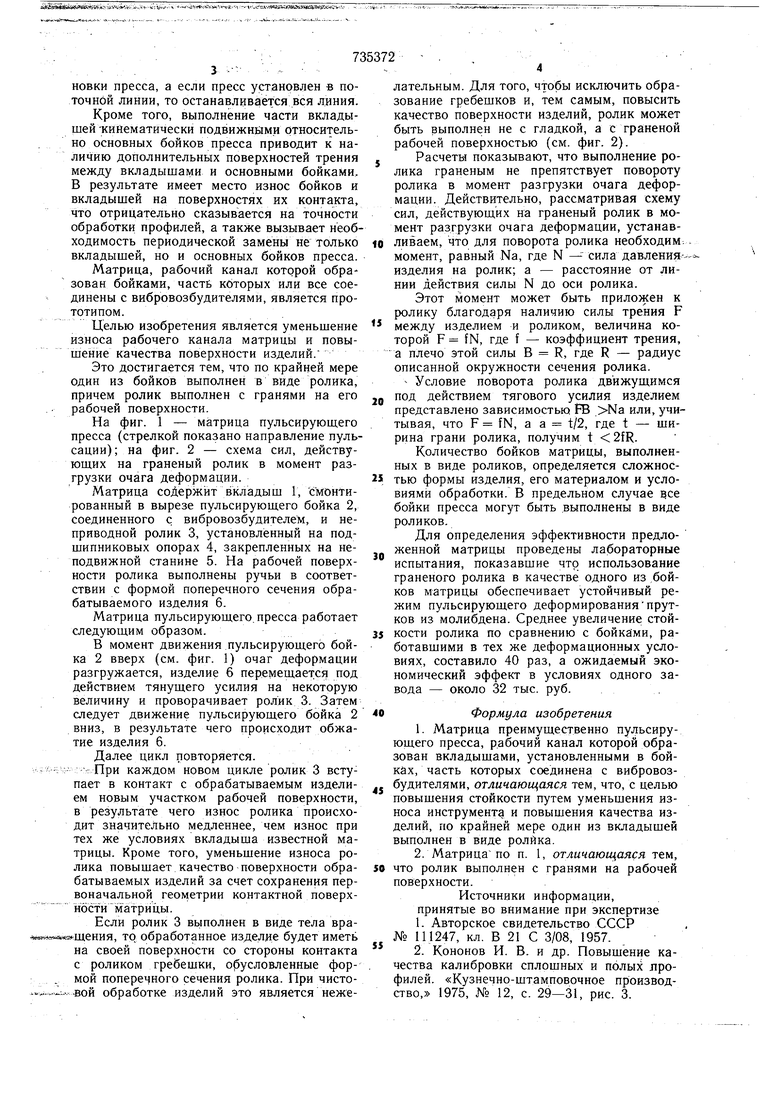
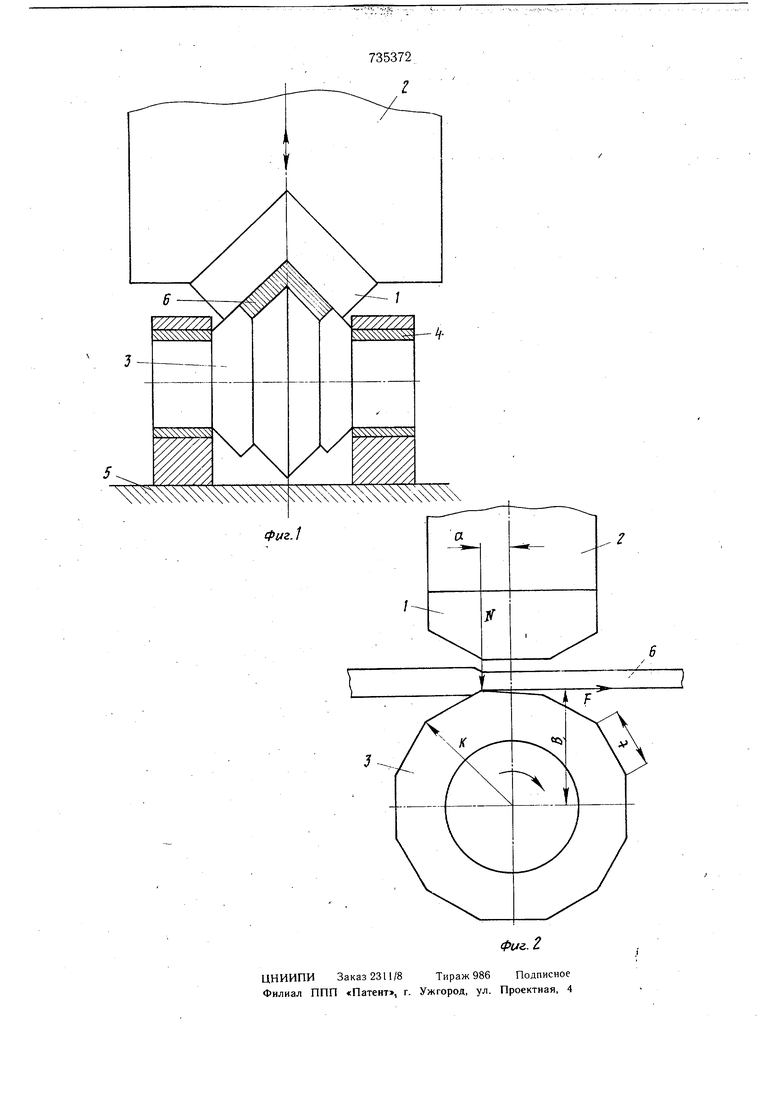
На фиг. 1 - матрица пульсирующего пресса (стрелкой показано направление пульсации); на фиг. 2 - схема сил, действуюш,их на граненый ролик в момент разгрузки очага деформации.
Матрица соДержйт вкладыш 1, смонтированный в вырезе пульсирующего бойка 2, соединенного с вибровозбудителем, и неприводной ролик 3, установленный на подшипниковых опорах 4, закрепленных на неподвижной станине 5. На рабочей поверхности ролика выполнены ручьи в соответствии с формой поперечного сечения обрабатываемого изделия 6.
Матрица пульсирующего, пресса работает следующим образом.
В момент движения пульсирующего бойка 2 вверх (см. фиг. 1) очаг деформации разгружается, изделие 6 перемещается под действием тянущего усилия на некоторую величину и проворачивает ролик 3. Затем следует движение пульсирующего бойка 2 вниз, в результате чего происходит обжатие изделия 6.
Далее цикл повторяется. При каждом новом цикле ролик 3 вступает в контакт с обрабатываемым изделием новым участком рабочей поверхности, в результате чего износ ролика происходит значительно медленнее, чем износ при тех же условиях вкладыша известной матрицы. Кроме того, уменьшение износа ролика повышает качество поверхности обрабатываемых изделий за счет сохранения первоначальной геометрии контактной поверхности матр и цы.
Если ролик 3 вьшолнен в виде тела вращения, TQ обработанное изделие будет иметь на своей поверхности со стороны контакта с роликом гребешки, обусловленные формой поперечного сечения ролика. При чистовой обработке изделий это является неже735372
лательным. Для того, чтобы исключить образование гребещков и, тем самым, повысить качество поверхности изделий, ролик может быть вьшолнен не с гладкой, а с граненой рабочей поверхностью (см. фиг. 2).
Расчеты показывают, что выполнение ролика граненым не препятствует повороту ролика в момент разгрузки очага деформации. Действительно, рассматривая схему сил, действующих на граненый ролик в момент разгрузки очага деформации, устанавливаем, что для поворота ролика необходим.. момент, равный Na, где N - сила давления--изделия на ролик; а - расстояние от линии действия силы N до оси ролика.
Этот момент может быть приложен к ролику благодаря наличию силы трения F
между изделием и роликом, величина которой F fN, где f - коэффициент трения,
а плечо этой силы В R, где R - радиус
описанной окружности сечения ролика. Условие поворота ролика движущимся
Q под действием тягового усилия изделием представлено зависимостью FB Na или, учитывая, что F fN, а а t/2, где t - ширина грани ролика, получим t 2fR.
Количество бойков матрицы, выполненных в виде роликов, определяется сложностью формы изделия, его материалом и условиями обработки. В предельном случае все бойки пресса могут быть выполнены в виде роликов.
Для определения эффективности предложенной матрицы проведены лабораторные испытания, показавшие что использование граненого ролика в качестве одного из .бойков матрицы обеспечивает устойчивый режим пульсирующего деформированияпрутков из молибдена. Среднее увеличение стойкости ролика по сравнению с бойками, работавшими в тех же деформационных условиях, составило 40 раз, а ожидаемый экономический эффект в условиях одного завода - около 32 тыс. руб.
0Формула изобретения
поверхности.
Источники информации, принятые во внимание при экспертизе
