(54) ЛИНИЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ФОРМОВЫХ ИЗДЕЛИЙ В РАСПЛАВАХ СОЛЕЙ
1
Изобретение относится к области .производства изделий из полимерных материалов и может быть использова но для вулканизации формовых, прей- мущественно мелких резиновых изделий. Известно устройство для непрерывной вулканизации резиновых изделий в расплаве солей с удельным весом больше удельного веса резины, включающее .Q вулканизационную ванну, заполненную жидким теплоносителем, средство перемещения изделия по ванне и механизм принудительного погружения изделия в теплоноситель .
.Недостатком данного устройства ляется то, что оно предназначено для вулканизации преимущественно длинномерных изделий,,а для формовых, изде-лий, особенно мелких, оно не применимо.
Наиболее близким, к предлагаемо му по технической сущности и достигаемому результату является устройство для непрерывной технологической об- работки изделий, включающее установленные по ходу технологического процесса ванны, объединенные в замкнутый цикл подвесным конвейером, на подвесках которого закреплены перфориро-ЗО
ванные корзины для укладки в них обрабатываемых изделий 2.
Недостатком данного устройства является некачественная обработка : вулканизируеких изделий, удельный вес которых меньше удельного веса теплоносителя, при этом качественная обработка изделий требует полного погружения его в теплоноситель. Кроме того, не автоматизирован процесс загрузки и выгрузки изделий.
Целью изобретения является обеспечение качественной обработки изделий И9.легких резиновых материалов и автоматизации процесса загрузки и выгруз ки.
Это достигается тем, что корзины снабжены перфорированными крышками, .причем кришки и днища каждой корзины одним концом шарнирно связаны с ней, а противолежащие концыих подпружинены, при этом вдсзль трассы конвейер а укреплены копиры для попеременного взаимодействия с крышками и днищами корзин при загрузке и выгрузке изделий.
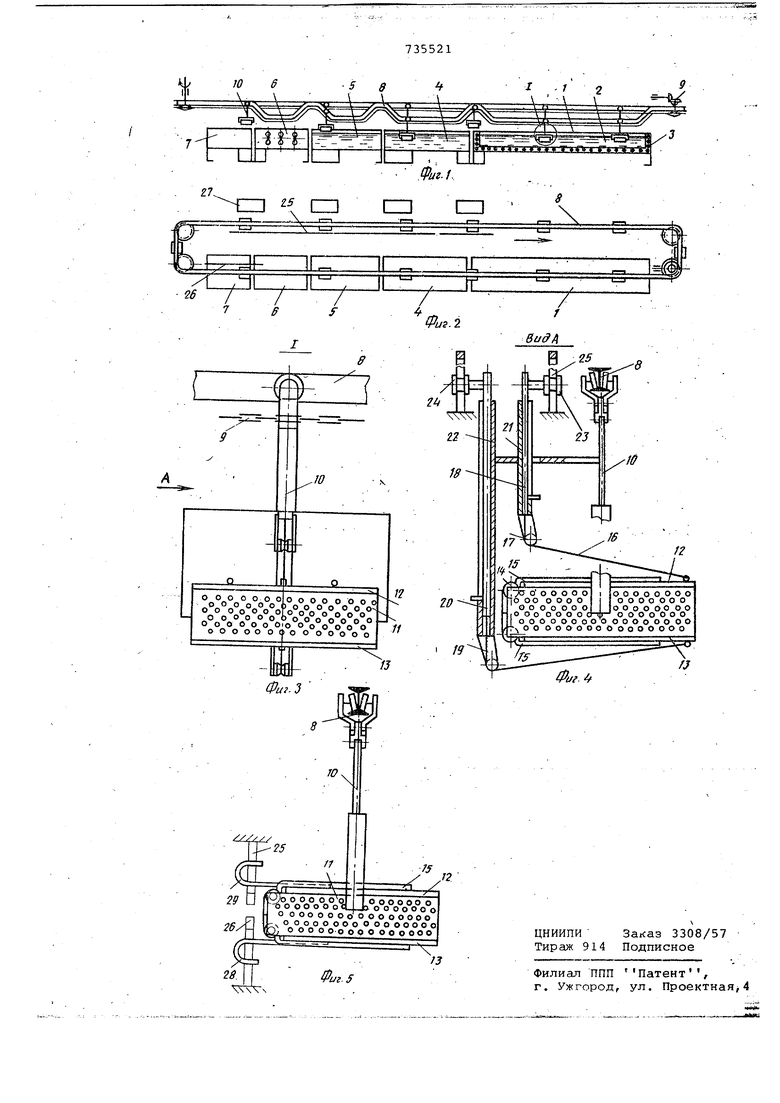
На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - то же, .вид сверху; на фиг. 3 - узел I (подвеска с корзиной) на фиг. 1; на фиг. 4--- вид по стрелке А на фиг. 3; на фиг.5 - вариант выполнения крышки и днища корзины и взаймодействуюших с ними копиров. --- Линия непрерывной вулканизации формовых изделий содержитустановленные последовательно по ходу технологического процесса ванный вулка-низационную 1 с расплавом солей 2 внутри и электронагревателями 3 в стенках; ванну промывочную .4 и охладительную 5. Следом за охладительной ванной 5 установлена сушильная камера 6 и далее приемное устройство 7 готовыхизделий. Ванны 1, 4, 5 камера б и приемное устройство 7 соединены между собой замкнутым монорельсом 8, по Kdroporvfy перемещаются при помощи цепного привода 9 подвески 10, на которых закреп лены перфорированные корзины 11, для укладки в чих формованных изделий. Корзина 11 имеет перфорированную крышку 12 и перфорированное днище 13 шарнирно установленные на осях 14 и поджимаемые к корзине пружиналМ 15. Крышка 12 соединена гибкой связью, на пример тросом 16, через блок 17 со штангой 18. Днище 13 соединенотакой же гибкой связью 19 со штангой 20,, Штанги. 18. и 20 ус-гановлены в напра ляю.щих ,21 и 22 закрепленных на подвес ке, и имеют возможность свободно пе ремещаться относительно их. Йтанги 18 и 20 имеют роликовые упоры 23 и 24, которыми взаимодействуют с копирами 25 и 26, установленными по ходу движения подвесок 10. .Монорельс 8 имеет над ваннами . ветЪь с профильной траекторной для ср отёеоствующёго опускани я й выгрузки из ванн корзин с изделиями. Противоположная ветвь выполнена прямолинейно За прямой .ветвью монорельса 8 перед копиром 26 установлены устройства для формования изделий 27. . Работа ЛИНИЯ осуществляется следу Ю1цим образом. . . - При в.ключении цепного привода 9 подвески 10 с корзинами 11 перемещаются по замкнутому монорельсу 8. Под йескаЮ с корзиной 11 доходит до к пира 25, роликовым упором 23 Шхддит на него и в результате этого штанга 18 перемещается, вверх и через трос 1 и блок17 открывает крышку 12. СфЬ рмованные на формующих устройствах изделия загружают в корзины ,у. Пройдя копир 25, роликовый упор сходит с него,штанга 18 опускается и крышка 12 под действием пружины 15 з 1срывает корзину 11. Пройдя над ванно 1 по профильному монорельсу 8, подве ка 10 опускается и корзина li с изде ЛИЯМИ погружается в расплав солей. За -счет воздействия темпёратуры .расплава .солей, который омывает изде лия, проникая в корзину через перфор
735521 цию в стенках, крыше и днище, происходит их вулканизация. Температура в ванне 1 поддерживается нагревателями 3. Из ванны 1 корзина 11 по мере перемещения подвески 10 перемещается в промывочную ванну 4, где изделия промываются горячей водой. После промывки корзина с изделиями перемещается в охладительную ванну 5 с холодной водой, где изделия охлаждаются до комнатной температуры. Далее корзины перемещают в суишльную камеру 6, где изделия подсушивают с целью удаления с них влаги. Затем корзины 11 перемещаются на приемное устройство 7, здесь роликовый упор 24 наез-жает на..копир 26, в результате этого днище 13 под действием гибкой связи 19 отходит от корзины 11 и свулканИзованные кздели,я высыпаются из корзины на приемное устройство 7. В дальнейшем цикл работы повторяется, На фиг. 5 приведен другой пример выполнения днища 13, крышки 12 иих взаимодействия .с копирами 25 и 26. В этом исполнении на днище-13 закреплен упор 28, а на крышке - упор 29. При движении подвесок lO с- корзинами 11 по монорельсу & уп.оры 28 и 29 взаимодейств.уют с копирами 25 и26 и соответственно открывают корзину 11 сверху .или снизу. Закрытие корзины осуществляется при. помощи . пружин 15. Ё остальном работа линии аналогична описанной выше. Формула изобретения Линия непрерывной вулканизации формовых изделий в расплавах солей, включающая установленные по ходу технологического процесса ванны, Объединенные в замкнутый цикл подвесным конвейером., на подве.сках которого . закреплены перфорированные корзины для укладки в.них обрабатывае1.ых изделий, отличающаяся тем, что, с . це.лью обеспечения качественной обработки изделий из легких резиновых материалов и автоматизации процесса загрузки и выгрузки,, корзины снабжены перфорированными крышками,- причем крышки и днища корзины одним концом шарнирно связаны с ней, а про.тиволежссщие конца их подпружинены, при этом вдоль трассы конвейера укреплены копиры для попеременного взаимодействия с крышками и днищами корзин при загрузке и выгрузке. . . Источники информации,, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 462733,- кл. В 29. Н 5/28,1973. 2. Дьячков В. К. Подвесные конвейеры, М., Машгиз, 1961, с. 8, фиг . 2 (прототип) . 
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия непрерывной вулканизации формовых изделий в расплавах солей | 1978 |
|
SU770955A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВОЙ ОБУВИ В ВОЗДУШНОЙ СРЕДЕ | 1962 |
|
SU145332A1 |
| Автоматическая линия для термообработки изделий в соляных печах-ваннах | 1986 |
|
SU1447892A1 |
| Способ вулканизации покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU1133112A1 |
| Устройство для непрерывной вулканизации | 1980 |
|
SU863397A1 |
| Поточная многорядная линия нанесения защитных покрытий на изделия | 1985 |
|
SU1273322A1 |
| Устройство для вулканизации резиновых изделий в псевдоожиженном слое | 1980 |
|
SU876487A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1966 |
|
SU188653A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
-26 I//
7Вf
Фиг.З
/
Фиг.2
0/25
17
12
15
If
20
Фиг.
