I
Изобретение относится к производству изделий из полимерных материалов и кюжет быть использована для вулкаиизации формовых преимущественно мелких резиновых изделий.-5
: Известна линия для непрерывной технологической обработки изделий, включающая установленные по ходу технологического процесса ванны,.объединенные в замкнутый цикл подвесным )0 конвейером, на подвесках которого закреплены перфорированные корзины для укладки в них обрабатываемых изделий fj .
Недостатком данной линии является 5 некачественная обрабо ка вулканизируемых изделий, удельный вес которых меньше удельного веса теплоносителя, при этом качественная обработка изделий требует полного его погружения в 20 теплоноситель. Кроме того, не автоматизирован процесс загрузки и выгрузки.
Известна линия непрерывной вулканизации формовых изделий в расплавах солей, включающая установленные по 25 ходу технологического Процесса ванны, объединенные в-замкнутый цикл под весным конвейером на подвесках которого закреплены перфорированные корзины с шарнирно закрепленными- на них ЗО
перфорированными днищаили и крышками с удерживающим приспособлением, управляемые копирами, размещенными вдоль трассы в местах загрузки и выгрузки 2).
При работе такой линии, особенно при изменениях скорости перемещения корзин, наблюдается раскачивание последних на подвесках, что приводит-к несрабатыванию копирных устройств. Кроме того, подпружиненные днища не надежны .в работе, так как в процессе эксплуатации из-за отпуска и осадки пружин они могут отходить от корпусов корзин и преждевременно выгружать изделия .
Целью изобретения является повышение надежности работы линии.
Указанная цель достигается тем, что линия снабжена размещенными в местах загрузки и выгрузки роликовыми направляквдими для корзин и дополнительными копирами, установленными в местах выгрузки,.а удерживающее приспособление днища выполнено в виде установленной на корзине посредством оси подпружиненной защелки с управляющим рычагом, контактирующим с дополнительными копирами.
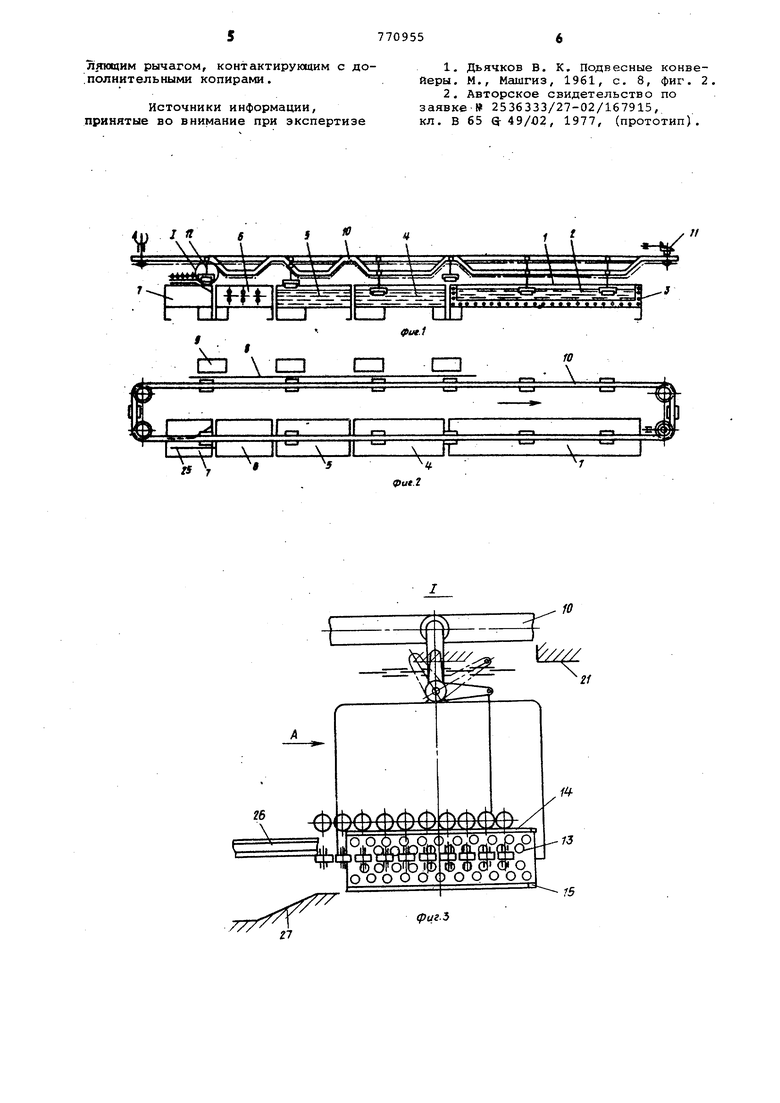
На фиг. 1 изображена описываемая линия, вид спереди; на фиг. 2 - то
же, вид сверху; на фиг. 3 - корзина с подвеской после-закрытия днищ(узел 1. на фиг. 1); на фиг. 4 - вид А на фиг. 3.
Линия для непрерьшной вулканизации формовых изделий содержитустановленные последовательно по ходу технологического процесса ванны: вулканизационную 1 с расплавом солей 2 внутри и электронагревателями 3 в стенках, промывочную 4 и охладительную 5.
Следом за охладительной ванной 5 установлена сушильная камера б и далее приемное устройство 7 готовых изделий и участок загрузки 8 с устройством 9 для формования изделий.
Ванны 1, 4, 5 камера 6, приемное устройство 7 и участок загрузки 8 соединены между собой замкнутым монорельсом 10, по которому перемещаются при помощи цепного привода 11 подвески 12, на которых закреплены перфорированные корзины 13 для загрузки в них сформованных изделий.
Корзина 13 имеет, шарнирно закрепленные крышку 14 и днище 15. Крышка
14соединена гибкой связью, например тросом 16, с рычагом 17, закрепленным на оси 18, установленной в подшипниковом узле 19 на подвеске 12. На оси
18 закреплен другой рычаг 20, взаимодействующий с копиром 21, установленным на участке загрузки-8, и обеспе-. чивагаций открывание корзин 13 (поднятие крышки 14) при загрузке корзины сформованными изделиями.
Для обеспечения нгодежного удержания днища 15 в закрытом положении корзины 13 при перемещений ее по монорельсу 10 на корпусе корзины установлено удерживающее приспособление, состоящее из защелки 22, закрепленной на оси 23, поворачиваемой относительно корзины 13 пружиной 24.
На оси 23 закреплен также управлягадий рычаг 25, взаимодействукяций при движении корзины с копиром 26, установленным над приемным устройством 7. За приемным устройством 7 на уронне днищ 15 установлен копир 27, взаимодействующий с днищами при закрывании ими корзин после разгрузки;
Для устранения раскачивания корзин при разгрузке и загрузке корзий и исключения возможного отказа в работе копиров при закрывании и раскрывании корзин над приемным устройством 7 и на«участке загрузки 8 установлены ро 1иковые направляющие 28.
Работает линия следующим образом. При.включении цепного привода 11 подвески 12 с корзинами 13 перемещаются по замкнутому монорельсу 10. В исходном полож-ении перед участком загрузки 8 корзина 13 закрыта, защелка 22 повернута так, что своей площадкой она располагается под днищем
15и за счет пружины 24 поджимает днище 15 к корпусу корзины.
При подходе корзины 13 к участку загрузки 8 она входит в роликовые направляющие 28, фиксируя свое положение на монорельсе- 10. Далее рычаг 20 находит на копир 21, поворачивает ось 18 с рычагом 17 в подшипниковом узле 19, за трос 16 поднимает крышку 14, поворачивая ее на шарнире, и открывает корзину. Сформованные на устройствах, 9 изделия загружают в открытую корзину 13. После загрузки корзины 13 рычаг 20 сходит с копира 21 и крышка 14 под собственным весом опускается на корзину и закрывает ее.
В таком закрытом положении корзина 13 проходит все технологические участки: вулканизационную ванну с расплавом солей, промывочную ванну 4, охладительную ванну 5, сушильнук) камеру 6, где изделие вулканизуется, промьшается и высушивается и в готовом виде подается на приемное устройство 7. Подходя к приемному устрой-; ству 7, корзила 13 входит в роликовые направляющие 28, фиксируя свое положение относительно монорельса 10.
Над приемным устройством 7 рычаг 25 находит на копир 26 и, поворачивая ось 23, выводит защёлку 22 из-под днища 15, которое под собственным весом поворачивается на шарнирной оси и готовые изделия самостоятельно вываливаются из корзины. При дальнейшем движении, корзины 13 днище 15 находит на.попир 27, который прижимает днище 15 к корпусу корзины. К этому времени рычаг 25 сходит с копира 26, и под действием 24 ось 23 поворачивается в обратную сторону и защелка заходит под днище 15 и удерживает его в этом положении до следующей загрузки корзины. В дальнейшем цикл работы .линии повторяется.
Формула изобретения
Линия непре1%1вной вулканизации формовых изделий в расплавах солей, включающая установленные по ходу технологического процесса ванны, объедииенные в замкнутый цикл подвесным конвейером, на подвесках которого закреплены Ьерфорированйые корзины с шарнирно закрепленным на них перфорированными днищами и крышками с удер живак&шм приспособлением, управляемые копирами, размещенными вдоль трассы в местах загрузки и выг рузки, о ли чающаяся тем, что, с целью повышения надежности работы линии, она снабжена размещенными в местах загрузки и выгрузки роликовыми направлянхцими для корзин и дополнительными копирами, установленными в местах , а удерживающее приспособление днища выполнено в виде установленной ,на корзине посредством оси подпружиненной защелки с управлякяцим рычагом, контактирующим с до.полнительными копирами.
Источники информации, принятые во внимание при экспертизе
1,Дьячков в. к. Подвесные конвейеры. М., Машгиз, 1961, с. 8, фиг. 2.
2,Авторское свидетельство по заявке 2536333/27-02/167915,
кл. В 65 (3- 49/02, 1977, (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия непрерывной вулканизации формовых изделий в расплавах солей | 1977 |
|
SU735521A1 |
| Автоматическая линия для термообработки изделий в соляных печах-ваннах | 1986 |
|
SU1447892A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВОЙ ОБУВИ В ВОЗДУШНОЙ СРЕДЕ | 1962 |
|
SU145332A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| Подвесной конвейер | 1979 |
|
SU772938A1 |
| Линия для термической обработки колбасных изделий | 1986 |
|
SU1323077A1 |
| Установка для вертикального перемещения штучных грузов | 1988 |
|
SU1671556A1 |
| Установка для изготовления панелей из слоистых пакетов | 1984 |
|
SU1199641A1 |
| Камера для охлаждения заготовок | 1979 |
|
SU829690A1 |

