(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для погружения фурмы в металл | 1976 |
|
SU616287A1 |
| Устройство для десульфурации чугуна | 1979 |
|
SU836115A1 |
| Установка для комплексной обработки металла | 1990 |
|
SU1740436A1 |
| Шахтная печь | 1959 |
|
SU122156A1 |
| Способ внедоменной обработкичугуНА | 1974 |
|
SU804692A1 |
| Устройство для обработки жидкого металла | 1977 |
|
SU722950A1 |
| Устройство для ввода модификатора в открытом ковше | 1981 |
|
SU998514A1 |
| Устройство для погружения в грунт длинномерных строительных элементов | 1989 |
|
SU1784716A1 |
| Устройство для обработки жидкого металла | 1980 |
|
SU1022993A1 |
| Устройство для обработки расплава реагентами | 1978 |
|
SU751835A1 |

1
Изобретение относится к производству черных металлов, конкретнее к домеиному Н сталеплавильному производству, и может использоваться для реализации тёхиологическнх процессов обработки жидкого чугуна в ковшах различными реагентами в частности диспергированным магннем.
В настоящее время все большее распространенне получает процесс внедоменной Десульфурации чугуна вдуванием гранулированного магния Вдувание гранулированного магния в жидкий металл производят через погружаемые формы, которые в комплексе с другими элементами конструкции являются устройствами для обработки жидкого металла.
Известиы два основных типа фурменных устройств, нспользуемых для этих целей: когда перемещение, погружение и фиксация фурмы в металле производится при помощи канатного привода и когда перемещение погружеИ1{е и фиксация фурмы в металле производится при помощи зубчато-реечного привода (1) и (2).
В первом случае фурменное устройство имеет собственно фурму, штангу, электролебедку, систему блоков и канат. Погружение фурмы в жидкий чугун осуществляется путем сматывания каната с барабана электролебедки и действием силы тяжести фурмы и связанными с ней массами.. При этом фурменное устройство фиксируется 5 при помощи поддерживающего каната.
Во втором случае погружение и фиксация фурменного устройства достигается с помощью зубчато-реечной пары, в которой ведущим звеном, смонтироваиным на опоре, является зубчатое колесо. Устройство содержит штангу « фурмой, установленную с возможностью перемещеиня в направляющих верхнего и нижнего опорных оснований н соединенную механизмами перемещения н фиксации..
Известное устройство работает следующим образом.
По команде оператора двигатель вращает зубчатое колесо зубчато-реечной пары и фурма, связанная с рейкой, либо опускается и чугун, либо навлекается из него. 20 При этом фиксация фурменного устройства осуществляется при помощи самого зубчаto-реечного привода.
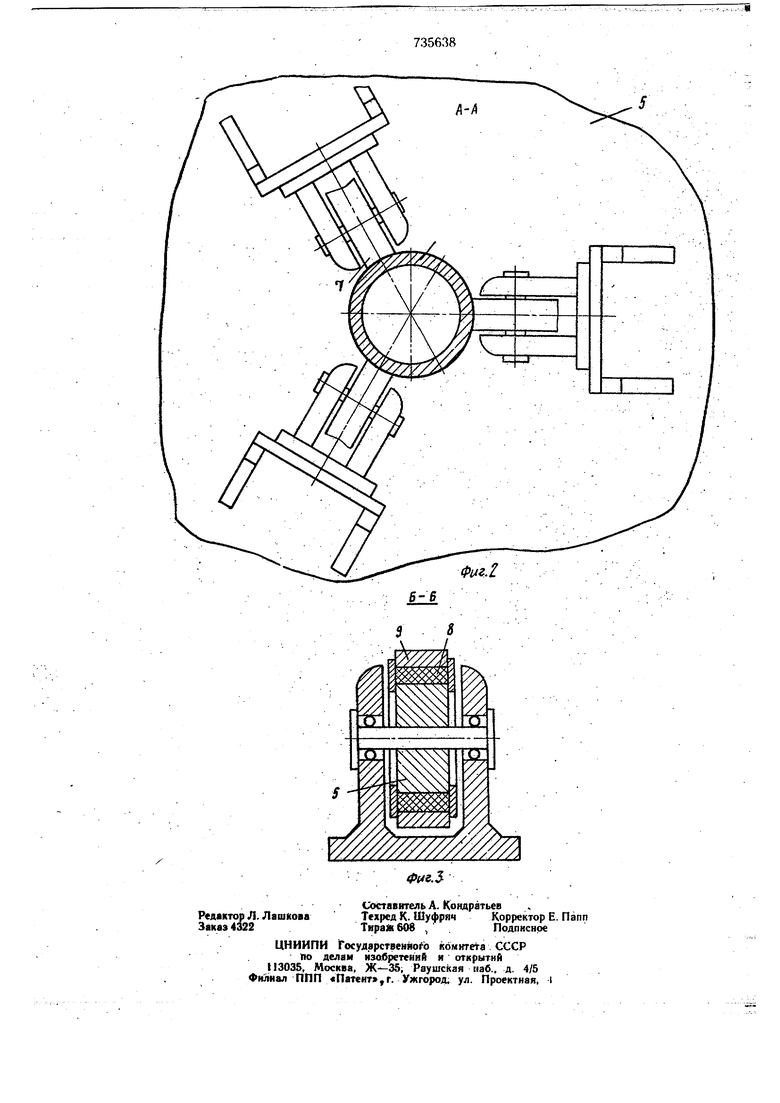
Недостатком такого устройства является сравнительно низкая эффективность работы устройства в целом, связанная с передачей на элементы привода часто повторяющихся силовых воздействий во время обработки чугуна. В результате срок службы последних снижается. Цель изобретения - повышение эффективности работы устройства. Это достигается тем, что механизм фикса НИИ,штанги с фурмой выполнен в виде опорной площадки, закрепленной на штанге, и амортизаторов, установленных на верхнем опорном основании, контактирующих в опущенном положении штанги, при этом направляющие опорного основания выполнены в виде подпружиненных роликов, расположенных вокруг штанги на различных ярусах, по меньшей мере по три ролика в каждом ярусе, а нижнее и верхнее опорные основания соединены между собой стойками крепления. . . . На фиг. I изображено устройство для обработки жидкого металла (штанги с фурмами показаны в рабочем положении); на фиг. 2 - разрез А-А На фиг. 1;на фиг. 3 - разрез Б-Б на фиг. i. Устройство состоит из штанг I с фурмами 2, подвижно установленных в иаправляюншх 3 верхнего опорного основания 4 (отметка + 12000) и направляющих 5 нижнего опорного основания 6 (отметка + 8000). Причём направляющая 5 нижнего опорного основания состоит по меньшей мере из трех амортизационных роликов 7, упруго поджатых к штанге I. Упругое поджатие роликов 7 осуществлено за счет того, что последние выполнены на базе стандартных роликоопор, которые дополнены резиновыми прокладками 8, уложенными по периметру роликов н зафиксированными металлическими бандажами 9. Количество амортизационных роликов, а также ярусов их установки может быть любым. Механизм фиксации штанги с фурмой выполнен в виде опорной площадки 10, жестко соединенной со штангой 1, и амортизаторов 1 и 12, установленных на верхнем опорном основании 4 (отметка +12000). Площадка 10 и амортизаторы М контактируют между собой в рабочем положении штанги 1. Нижнее и верхнее опорнце основйння (отметки + 120бО и + 8000) соединены между собой стойками крепления 13. Предлагаемое устройство работает следующим образом. В исходном состоянии система фурмаштанга находится в крайнем верхнем положении. При этом амортизаторы П и 12 полностью разгружены, а пружина компенсатора 14 сжата, поскольку нагружена весом поднятой системы. После устаг овки ковша с металлом в зоне обработки по команде оператора вклю чается электролебедка 15 и.система начинает опускаться до тех пор, пока фурма не погрузится в металл на заданную глубину. С момента погружения фурмы в чугун возникают вынужденные продольные колебания системы, которые сопровождаются рывками каната 16. Сила этих рывков частично снижается за счёт демпфирующих свойств каната, и пружинного компенсатора 14. При этом на погруженную в металл часть фурмы действует выталкивающая сила ферростатнческого давления, которая увеличивается пропорционально глубине погружения, а пружина компенсатора 14 начннает разгружаться, поскольку сила веса системы уменьшается. По мере погружения фурмы в металл и приближения ее к заданной глубине опорная площадка 10 входит в контакт с амортизаторами 11, которые начинают сжиматься под Дей.ствием остаточного веса системы. Осадка пружины будет происходить до тех пор, пока весь остаточный вес не будет воспринят амортизаторами, а фурма при этом будет погружена на заданную глубину; Пар;аметры пружин (их жесткость) подобраны таким образом, что при максимально возможном остато чном весе системы замыкания витков не произойдет, и в то же время исключается отрыв площадки 10 от амортизаторов 11, когда система находится в установившемся колебательном режиме, т. е. в период продувки. Как только остаточный веС системы будет воспринят амортизаторами 11, пружина компенсатора 14 разожмется не помощью специального рычага Отключит электролебедку 15. Поскольку механизм отключается не мгновенно, а С некоторым запаздыванием, то за это время с барабана лебедки сойдет некоторое количество каната 16, достаточное для его прослабления. Таким образом, в рабочем положении динамические нагрузки от продольных колебаний системы воспринимаются амортизаторами 11 и не будут передаваться на опорную балку 17 н электролебедку 15. . После продувки и отправки ковша систейа штанга-фурма опускается для осмотра и обслуживания. В этом случае амортизаторы 11 будут нагружены полным весом системы, так как выталкивающая сила ферростатического давления отсутствует. Для исключения замыкания витков осиовных пружин (для данного случая) внутри иих установлены дополиительные амортизатО ры 12,жесткость которых больше осиовиых. Высота дополнительных пружин такОва, что они вступают в .работу параллельно с основными амортизаторами 11 в момеит, когда зазоры между витками последиИх достигнут устаиовлеиных значений. В рабочем положении системы (в период продувки) допол иительиые амортизаторы 12 ие работают. Поперечные (радиальные) колебания штанги воспринимаются и локализуются амортйзациоииыми роликами 7. С их помощью исключаются ударг ые иагрузки за счет
ликвидации зазоров межд) направляюшимн и штангой, а также центрирование послеДней в опорном отверстии на отметке + 8000. Кроме того, уменьшается износ поверхности при подъеме и опускании штанги за счет того, что трение -скольження заменено трением качения и значительно снижаются Лестные напряжения в штанге по сравнению с известной схемой.
Изобретение особенно эффективно при выполнении устройства для обработки чугуна в ковше со сдвоенными фурмами, как показано на фнг. I. В этом случае сдвоенные фурмы имеют независимые приводы перемещения и расположены такин образом, что каждая нз фурм может быть погружена в жидкий металл как с перемещением, так и без перемещения ковша.
В предлагаемом устройстве повышается эффективность работы, так как повышается надежность элементов приводного механизма за счет исключения передачи на них динамических нагрузок в процессе цродувки, устраняются обрывы канатов, а следовательно, и аварийные ситуации, аналогичные тем, что имели место при эксплуатации известных устройств, а также повышается плавность работы фурменного устройства, что уменьшает выплески металла из ковшей.
Формула изобретения
I. Устройство для обработки жидкого металла, содержащее штангу с фурмой, установленную с возможностью перемещения в направляющих верхнего и нижнего опорных оснований н соедикенную с механизмом ф ксв1щи, отличающееся тем, что, с целью Повышения эффективности работы устройства, механизм фиксации штанги выполнен в виде закрепленной на ней опорНой площадки и амортизаторов, установeленных на верхнем опорном основании.
I ярусами по три или более ролика в каждрм ярусе, а нижнее и верхнее опорные основания соединены между собой стойками креплённй. .
Источннки информации,
о приггятые во внимание при экспертнзе )
1975, с. 73-79.
735638
