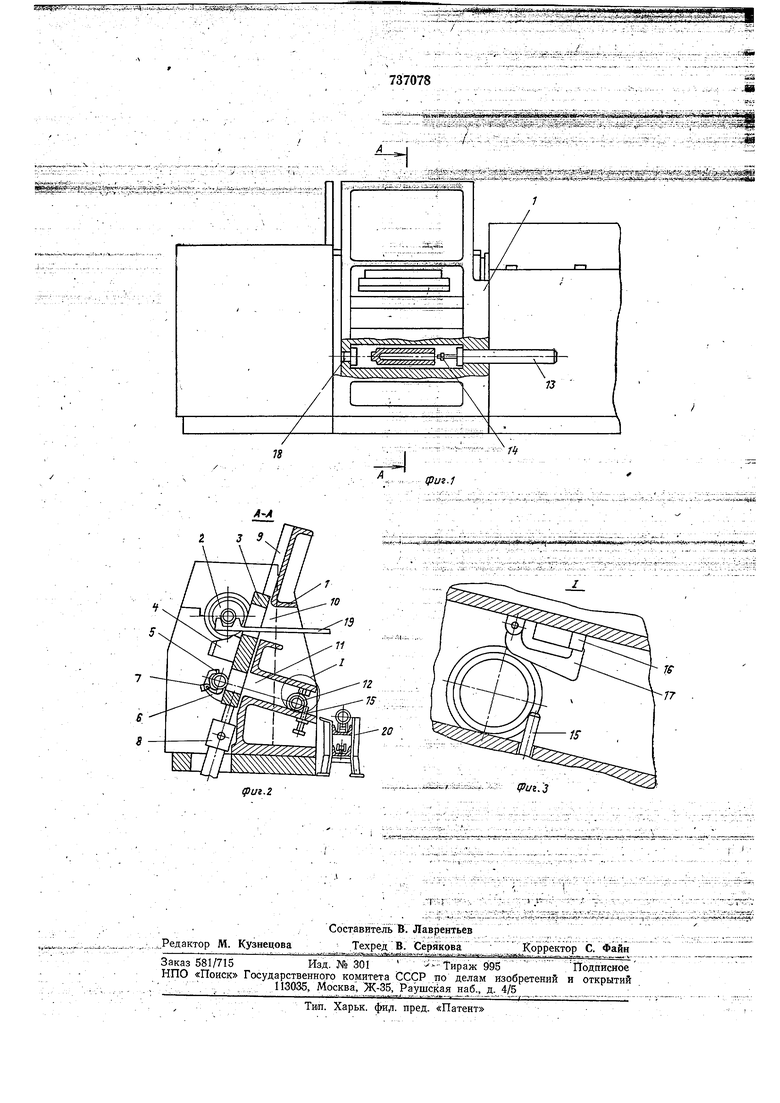
верхнее окно / для яодачи..етых заготовок к шпинделю vH .ниждее // Для выдачи ОбработаннЪй дет;али. В о.к:не // смонтирован механизм 12 длй бйрёссШш днищ за,катан1ной детали, состоящий из цилиндра /с, закрепленного на станине 1, на .штЬкё котЬрого закреплен опрессофочный пуансон М, фиксатора 15, орйентируюЩего деталь соооно дилйндру J3, и датчика /iJ, с ры-чажным флажком 17, дающего сигнал на яодачу очередной заготовки встанок закатку. С противаположной стороны окна 11 соосно цилиндру /5, установлена быстросътКая матрица /5/в которой размещаются соответствующие Ц-ифровые данные для клеймения детали нагорячо, например, данные о плавки, партии ,и лр. Клеймение происходит В -мамент опрессовкн. . Механизм затрузки 19 служит для подачи нагретой заготовки на ось центров шпинделя. Транспоргер ,2. для передачи детаМ на последующую Ьперацик. Станок работает слёдук:Щим образом. . Д€ та1ль с нагретьш .конц101м к шпинделю 2 ,мёха1тамомзагрузки1Р через р,кно стойке 9. Досьшателем (на ч-ёр. теже. не показан) деталь,,,за1тзл, в .шпиндель 2 дО jifiopa и Зажймаётся цанг о -йшг а;й ™ам; шсйГ1чёда Шшг1та1ьТЖханизм загрузка /5 возвраща1о|ся J TOXOA,. ,,,- -.-,. . . ,- -. - ---. .r;;z;.;J itiii i a «t iAij--..-;-tНое яоложение, а детали сообщается врапхательное движение. При выходе |меха.низмЬв загрузки 19 и досылателя из зоны действия суппорт 3 начинает быстрый |подвод фор мующего инстру1Мента 4 к обрабатываемой детали. Прямолинейным движением формующего инструмента 4 снизуiB&epx осуществляется закатка трубчатой детали. После ...т.--,- .-,....i.Ci.- .,..,,... ..-.. . tfpOxoДа инструмента, з.а зону Обрарртк;и ;в крайнее, верхнее п.оложение суппорт остана.вливается, шпиндель затормаживается, Цанги разжимаются, и деталь выбрасывается пружинным выталкивателем в лоток 5 :механ|И311 га сбрасывания 6. nocfffeTirafaAa.нйя детали в лотак 5 механизма сбрабьща . - ..ж-аия 6 суппорт 5 н.ачи.нает обратный ход вниз, в исходное п.с)ложение. В кШцё хода суппорта флажок г1аво -г &Шг ЖШ) вижноЬо упора (ка чертеже не показан), поворачиваетс.я, и через ось 7, пб:вО р1ачи,вая лоток 5 с деталью, сбра;с.ь1ваёт в окно выгрузки 7/. Дета.ль ; з.акатан(ньБМ дном ска; ть1.вдется. п.о наклонному выгрузочному OK; , ну и, доходит до фикса.тора 15 .и уста.на.в.. .див.автся. соосно цилиндру 13. Затем включается цилиндр /, штoкcлyaнcclHOlм /J..зa . ходит. IB полую деталь и п..рийшаёТ;ёе. . матр.ице IS с соотвётствующш усилием, происходит опрессовка (лроковка) дна, т. е. . Лч-
737078 стыкуемые кром,ми, вё успев остыть, дополнительно эбЖ|Имаются.При достижении соответствующего заданного давления 8 цилиндр:е 13 давление лереклк)чается в ш оковую,.рол ость цилиндра, шток с пуансоном 14 отходит ,в исходное положейие, фиксатор /5 освобождает деталь. Далее деталь ска;тывается на транапортер 20 и подается на последующую, операщию. При скатьгваняи последняя касается рнч ажного флаЖКа 17, отклоняет его 1В щельдатчика, подаётся;1 оМанда ла подачу очередной заготовки под закатку. Циклповторяется.. При рабочем ходе суппорта 3 флажок поворота, жбстко установленный на лотке 5, отходит от упора и пружинка возврата (на чертеже не показана) устаHJ®ливает лоток 5 В исходное положение. . Наличие,.в сталке механизм-а для опрессовжи дна, 1амо1нтированного в окне аььгрузки, в видеЦилиндра, закреплен.ного на станине, на щтоКё которого закреплен опрес1равочйый пуансон, позролило сразу же лосле закаткидиа вести дополнительный обЖ1ИМ стыкуемых кромок, что повысило каЧбство закатки. ВзаимОСвязь подачи очередной заготовЙ С. выходом готовой детали, позволило по:.вы,сить надежность станка .и более эконоййчно использовать пидр01стан|цию станка . Фор мул.а Изобретения i. Станок для.закатки концов трубчатых дета.лей, Содержащий устайо ленньгй на станине шпиндель С (механизмами зажи1м.а и выталкивания и суппорт с окнами загру,31Ки и выгрузки деталей, несу.щий формующий инструмен.т.. и .поворотный лоток мехайизйа сбрась1вй.н,йя, ОВ.я.з..а.н,н.ый с приводом суппорта отличающийся тем, что, с целью повышения качества закатки, од снабжен вдехйлизмом опрессовки, Омонтированнмм в окне выгрузки и эьщолненньтМIB ;видеСило-. вого ЦИЛИНДРа, корпус которого закреплен на станине, а на..ш.токе закреплея опреосовочный шуацсрн, ..-..;. . . , 2. С.танок ло п. 1, от. ллча ю щ.ийс я тем,.ЧТО он СнабЖбН ДагЧИкам блокировки игодачи очередной .заготовки, УСта1Нрв.ленньгм в окне выгрузки .за механизмом опрвсШТОЧЕЙК и.Н|фо.йа1Цйи, пр.й.нятыи ВО внимаМё прй акслертнзе: / ,.. 1. Авторское .свидетельство СССР № 411946, кл. Б 21D SI/IO, 1971. -;--- 
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГОРЯЧЕЙ ЗАКАТКИ КОНЦОВ ТРУБЧАТЫХ ДЕТАЛЕЙ | 1971 |
|
SU411946A1 |
| Станок для закатки днищ сосудов высокого давления | 1974 |
|
SU555944A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Загрузочное устройство | 1991 |
|
SU1816645A1 |
| Станок для горячей закатки концов трубчатых деталей | 1974 |
|
SU521977A2 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1967 |
|
SU192840A1 |
| УСТРОЙСТВО для КОНТРОЛЯ РАБОТЫ МЕХАНИЗМА ПРИНУДИТЕЛЬНОЙ ЗАГРУЗКИ | 1973 |
|
SU408709A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕРЕВЯННЫХ ЯЩИКОВ | 2000 |
|
RU2187430C1 |
/
78
faiijftsia.-i4-.fc« ssaai
:Vo.i-li-N-rf-V- jV-Vg;iL T---
эr ZZZZZZZZ ZZ
i
7J
/«
1риг.1
I .gi -i:J.4iliUfe.-4ii«i M- A;l.is 4Mbgute..
