:5&..; 
| название | год | авторы | номер документа |
|---|---|---|---|
| 63/25-2711.09.78"Устройство для образования утолщений на полосе"казанс | 1978 |
|
SU770630A1 |
| Устройство для вальцовки пера лопатки | 1977 |
|
SU707667A1 |
| Устройство для обработки пера лопаток | 1979 |
|
SU863111A1 |
| Устройство для холодной вальцовки профиля пера лопатки | 1980 |
|
SU927408A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2422257C2 |
| Устройство для вальцовки лопаток | 1976 |
|
SU648316A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524023C1 |
| Устройство для обработки несимметричных профилей | 1978 |
|
SU770631A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
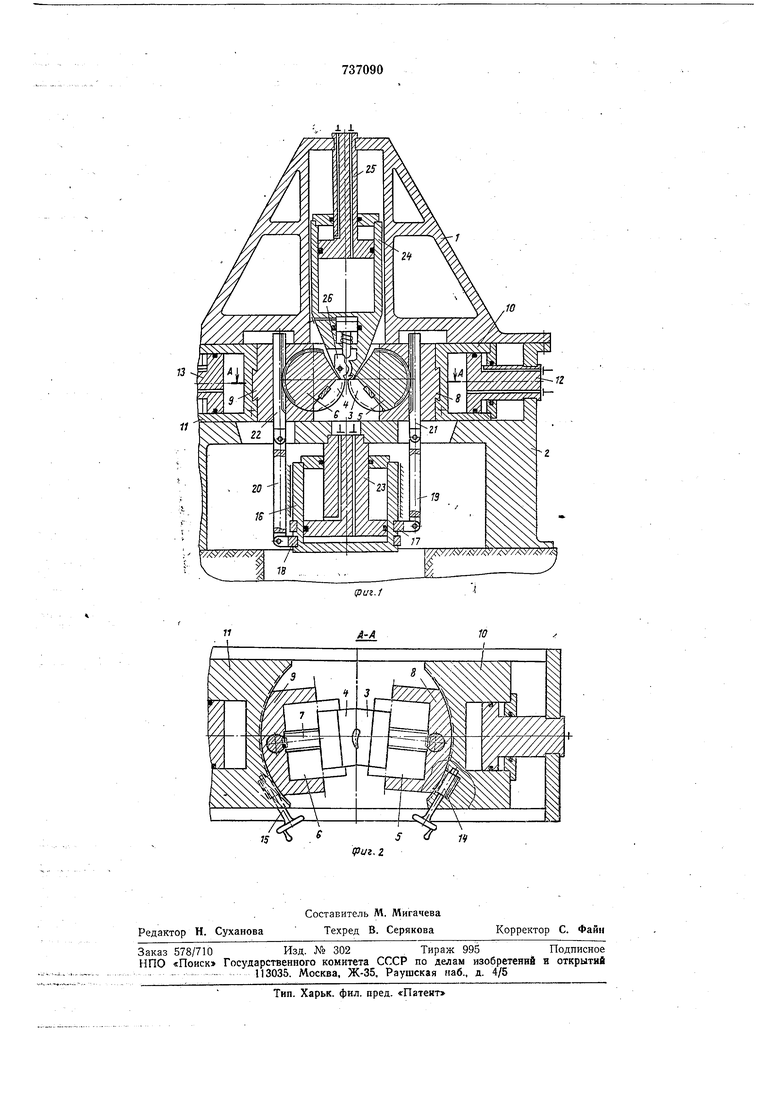
аых-участьплощади профиля от середины лрофиля ДО выходной кромки, ГевяЗь гадроцилдндра привода вращения валков с зубчато-|реечной пфедачейвьшол ™- нбн,а в ВИДё поворотных опор, закреп лёнйых в шдрощкл ндре, и двух тяг, шар ° ° иЩ8 Т:ШдййШи рейкой. Механизм для поворота .подушек валков - |йГп6Ше11Г-етде двухгчервпар, рас 7 Ш ШЖЖйШсв аШШё. -..--.-На фИГ. 1 .представлено устройство, в разрезе; яа ф:иг. 2 - разрез А-А «а фиг. 1. Сталина / представляет собой закрепленную ща о-оновании 3 жесткую маосивнуго раму, ;на ко )Х)рЪй смонтлрояаиы Ъсновные узлы у-стройства: узлы вал,ко:в с поворотными .подушками и гидроцилиндрами сближе ;;;; ТГйя вал ксгйг узел й|р:йТводГврШВ1Ш 11лков 1гв1аггомогательный 1ги.дроц;ил:ннд-рГ Профильные шта.мпы (секторы) 5 и ра.сполож ень1 :ца вадках 5 л, 6. Послед1 ке имеют з уб чатые .колеса 7 глр ивбда враще Жй в ЛКбв й-рШ-мйщёйь в поворотных по дущках 3 и 9. ЭтГяЩущкйконтактируют с тидроцилИ«д.рам.и У ;и // сближений валков, шток-.поршни которых 12 И 13 закреп ; ла сталлле /. Червяки 14 .и 15 служат ДЛЯ -.поворота |И фиксации подушек .8 .и 9 от,; 1дйительно гидроцилинд,ров 10, 11 сближе НЙя л1Йв7 „.. gjjggg :gpf gjj|j - g jg5. роцилиндр 16, на1го1юрШ рзМВДШтвОpOTHbie опоры 17 и 18 шаршгрно-ТОЁДиненных с ними тяг 7.9 и 20. Пос тёдНйетларнирпо соединены с зубчатыми рейками 21 и 22. Осьгидроцидиядра 16 со впадает с осью прокатки. Што.к-по.рш,ень 23 соединен с Ос..,„.„. Л255Нием 5. Г На Сталине / 1 азйеЩ 1Г ЗЪШмЬгательиый гйдроцилиндр 24, шток-поршень 25 торото соедилен со ютаниной. На этом рО|Ц|йл|илдре размещен захват 2Б замка ./.,: : вальцуемой ЛОла-йсй.,. . Гидравлический привод устройства TRZiOffaeT .нжос, реБ;ерси1ВЛ ые .золотняки, прёдохранитёль.ную, регулировочную и :из йерлгтеЛБлу юаппар атуру. Работает устррйстм дл, ва.льцовкн пера лопаток следующймЪбр йрм.. В исходно.м положен.ии з ажват 5Махо дится в крайнейЖйжНёМ: положбни и, валки 5 .и 5 раздвинуты. После размещения заготовКИ в захвате 26 |рабоВДйШдШстЪ йОда ется в гидроцилилдры 70, .и il сближения валков, в прямые их 1Ю.лости. .Валки сближаются, профильные штампы 3 и 4, дефор мируя заготовку, обрабатьиают/галтель ЛоV,, 1 па.;1К:И....Ш-сле Достижения -в гадросистаме ЦиМндров сблШШМяГ валжЖ 1ЖчётШго да влвн;ия раб6;чр 1ШДЩсть подается в гид737090л-И-ндр 24 (обратЕую полость), происходит процеос вальщовжи. По окончании вальцов-, .ки .подв.ижные части устройства возвращаются в ис: бДяо ё ЬШжшие ьоотвётствуюЩЙм перШлючШиШ :рёвёр1йивнЬ1х золопников. ::i::::l. ...,. ::л: -:.:. : При смене .профильных штампов поворотные гводущки S и 9 поворачивают на со.ответствуюпдай угол с 1по.мощью че/рвяков 14 и 15. Угол .пёресечения осей валков (конусность) определится из условия несимметричности прокатываемого профиля. Неточность нрокаткй ввиду нер авёнства скоростей пёрёМёщеййя металла в очаге деформадии может быть устранена путем регулировки усилия натяжения пера, т. е. изм.внбн.иеМ длйлы ЗО.НЫ опережения очага деформации. Колусность рабочих валков для вальцовки пера лопатки выбирается в зависимо.стй ОТ «ёсим.метричностй вальцуемого профиля:Су етШiCHMMef ричностив а льщуёмofo пpoфиля, длины очага деформации и величины обжатия. .:. .....v . Это услов.ие может бьгть записано в виде выражения , где К - конусность ;рабоч.их валков, вы. ражаемая, например, от1но.ше;нием сто|ро.н тр.еугольника, образуемо то осев ыми линиями валков и 7СЛ6.ДОМ плоскости, перпендикулярной 1ГЯ15скб 1й.пр.окат.ки; коэффициент, зависящий от величины обжатмяй другихиарамёт:;р6э йрацёссапрбгкатки;нёсйМ1МётрйЧ;НО сть П1рокать1 в а е МОго проф.ил:я;которая может быть опфе.дёлШа 1ка.к, л.апример, отдоШёнйе разрс1;сти частей профиля от входной крШкй Д6 се редвны ш.йрИ:НЬ1 и от последнейдо ВЫ.ХЙДной кромки к поллой плбш;ади проф.иля, т. е. . .., р - F - F л-р --- вх I вы.4 вх .- площади профиля от .входнойкрйМКй до середины ширины .профиля; вых - часть площади .проф.иля от середины проф.иля до выходной кромки.- ,: ,, .-...., предлагаемое устройство может найти шнр-о.к6ё применение при изготовлении компрессорных и турбинных лопаток прогрес сив:ньгм способрМ ХОЛОДНОЙ или горячей вальцов.К;И. (Эио позволит устранить яеизбежный прж.йрокаткё .йа изйёстных устройствах изгиб пера, п:риводящ;ий IK «саблевидд.рении даияого устройства в ткромышлен- где К - иость МОжет быть получен экономическийg -
эффект за счет совершенствования технологического процесса -изготовления круиногабаритных лопаток .компрессоров и турбин.5 Н -
Ф о ,р м у л а ,и 3 о б ip е т е н и я
737090
конусность р.або;чих валков, коэффициент, зависящий от обжатия .и других технологических параметров процесса прокатки; йесимметричность прокатываемого профиля
с р
ВХ ВЫХ
-РВУ + .
где f
- часть площади прокатываемого профиля от входной KipOMKH до
середины ширины профиля;
РВЫХ- часть площади профиля от середины профиля до выходной ----- кромки,
Гсвхзь гядрЬц.нлиндра привода -вращения валков с зубчато-реечной передачей выполнена в виде двух -поворотных опор, закрепленных в гидроцилиндре, и двух тяг, шарШрйосощи-ненных с поворотными опорами ;й рейкой.
:.,. Источник И нформа1ции, принятый во внимание при экспертизе:
