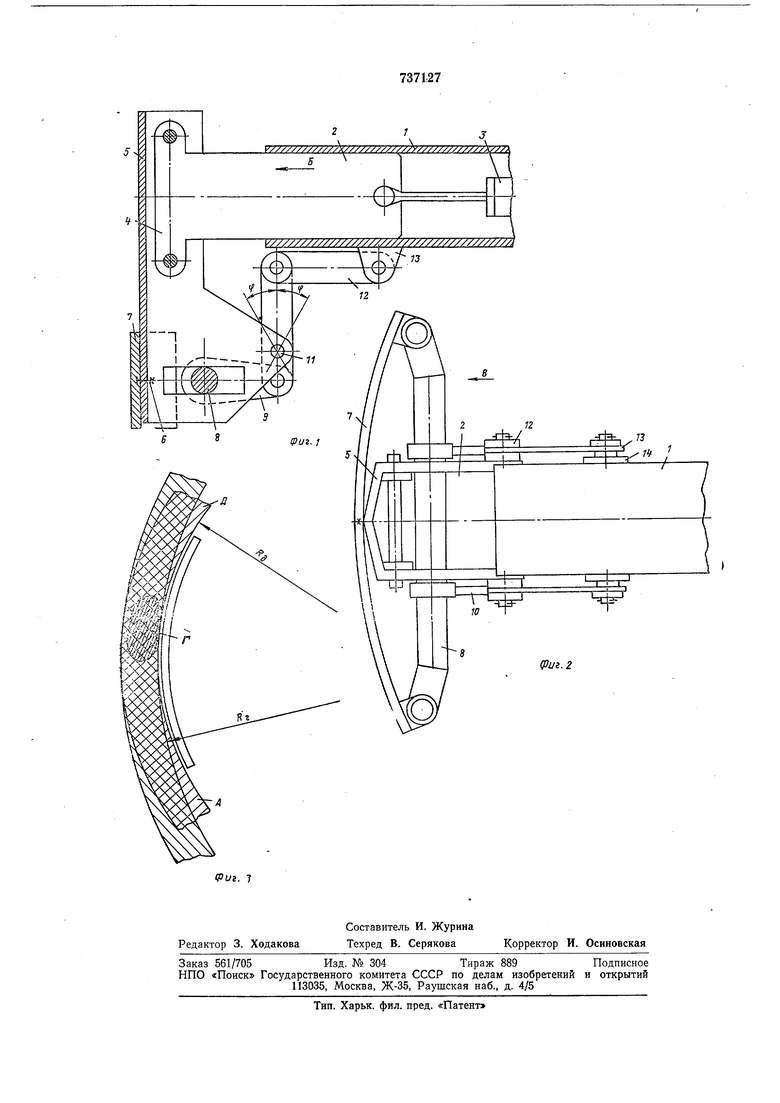
динены тяги 10 регулируемой длины. К стенкам кронштейна 5 шарнирно осями // приооединены двуплечие рычаги 12, соединенные с шатунами 13 регулируемой длины, которые в свою очередь стойками 14 присоединены ж корпусу 1.
Используется шаблон в такой последовательности.
Первоначально устанавливается с помош,ью тяг 10 и шатунов 13 исходная криБизна шаблона. Это достигается изменением длин указанных звеньев при неподвижном ползуне 2. Кривизна устанавливается радиуса д в придонной части ковша А (фиг. 3). Затем осуш;ествляется набивка футеров1ки стен с одновременным подъемом рабочего органа, а значит и шаблона.
Сечение ковша по мере подъема набивки увеличивается, для обеспечения стабильности размеров набиваемой щели используется механизм выдвижения шаблона: цилиндром ползун 2 с необходимой скоростью, зависящей от вертикального подъема, выдвигается из корпуса J по стрелке Б. Синхронио выдвижению ползуна перемеш,ается oicb // кронштейна 5, вследствие чего рычаг 12 разворачивается на угол |ф вправо, тяга 10 перемешает коромысло 8 влево по стрелке В, вследствие чего щиток 7 изменяет свою кривизну - распрямляется по мере подъема.
Плечи рычага 12 (передаточное число) подобраны так, что обеспечивается уменьЩенйё ,1яривиз1ны пдатка 7 дропордионально его выдвижению. Таким образом обеспечивается стабильность зазора между щитком 7 и стенкой ковша, в месте приложения силовьгх ймпу-льсов Г всегда обеспечиваются постоянные условия уплотнения футеровочной .Miaccbi. В продесое набив ки стенки рад:иус кривизны щитка 7 R изменяется до величины /,. - кривизна у горлоВ|Ины ковша, область Д несоответствия кривизны щитка 7 кривизне стенки не образуется.
Вместо рычажного механизма изменеш я (Кривизны щитка может быть применен механизм, состоящий иЗ зубчатых секторов с рейками, что в принципе обеспечит те же результаты. Эффективность предлагаемой конструкции обеспечивается за счет Злучшения условий уплотнения огнеупорной массы.
Использование предложенной конструкции позволяет значительно уменьшить мощность на перемещение щитка, позволяет повысить плотность футеровки за счет исключения образования трещин в футеровке.
Формула изобретения
Шаблон для формовки набивной футеровки металлургических емкостей переменного сечения, содержащих упругий щиток с механизмом радиального выдвижения и соединительные элементы, отличающийся тем, что, с целью обеспечения равномерной плотности набивки футеровки, он снабжен механизмом регулировки кривизны по ходу набивки, выполненным в виде рычажного механизма, кинематически связанного со щитком и механизмом радиального выдвижения, при этом рычажный механизм содержит двуплечие рычаги и шатуны регулируемой длины.
Источники информации, принятые во внимание при экспертизе:
1.Журнал «Черные металлы, 1975, № 24.
2.Патент ФРГ № 1483584, кл. 31 Ь 41/02, 1974.
3.Авторское свидетельство СССР № 519283, кл. В 22 D 41/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набивки футеровки ковшей | 1978 |
|
SU959917A1 |
| Шаблон | 1979 |
|
SU863177A1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| Установка для набивки футеровки ме-ТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU835637A1 |
| Устройство для футеровки металлургических ковшей | 1977 |
|
SU737129A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2027545C1 |
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1980 |
|
SU975201A1 |
| Машина "орбита" для футеровки металлургических ковшей | 1974 |
|
SU519283A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |