(54) СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ НЕПАРАЛЛЕЛЬНЫХ ПАЗОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фрезерования непараллельных пазов | 1975 |
|
SU525505A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРУГЛЫХ ВЕНЦОВЫХ ЧАШЕК В ДЕТАЛЯХ СРУБА | 2007 |
|
RU2336161C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Агрегатный станок | 1986 |
|
SU1335422A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
| Полуавтомат для обработки роторов микроэлектродвигателей | 1960 |
|
SU140906A1 |
| Многошпиндельный сверлильный станок | 1982 |
|
SU1034848A1 |


I
Изобретение относится к станкостроению, в частности к станкам для фрезерования пазов. ,
Известны станки, включающие установленный на станине с возможностью перемещения стол для детали, механизм перемещения стола с делительным диском, фрезерную головку с механизмом ее перемещения 1 .
Известны станки недостаточно производительны из-за ограниченной скорости перемещения стола.
При увеличении скорости делительного диска увеличивается вероятность неточной установки стола вследствие неправильной фиксации делительного диска.
Механизм перемещения фрезерной головки обеспечивает перемещение последней с одинаковой скоростью как при рабочем, так и при уолостом ходе.
Механизм перемещения стола не обеспечивает обработку пазов в обратной последовательности и вследствие этого перед обработкой следующей детали стол возвращают в исходное положение при обработке первого паза.
,-:,,, При этом происходят непроизводительные затраты времени.
, Цель изобретения - повыщение производительности станка и надежности работы. Поставленная цель достигается тем, что
5 в станке механизмы перемещения стола и фрезерной головки снабжены индивидуаль,ными приводами, смонтированными с возможностью их синхронного действия, а механизм перемещения стола выполнен в виде установленных с возможностью ,,враще10 НИН, кинематически связанных между собой через делительный диск, снабженный реверсивным устройством с приводом, звездочек, Находящихся в зацеплении с соответствующими для каждой звездочки неподвижно закрепленными пальцами, которыми снабжен
15 стол, причем пйльцы расположены по рядам, и количестцо их в каждом ряду равно числу обрабатываемых пазов, а линия, проходящая через центры каждой пары пальцев, расположенных в рядах противоположно
20 друг другу, параллельна осям соответствующих обрабатываемых пазов.
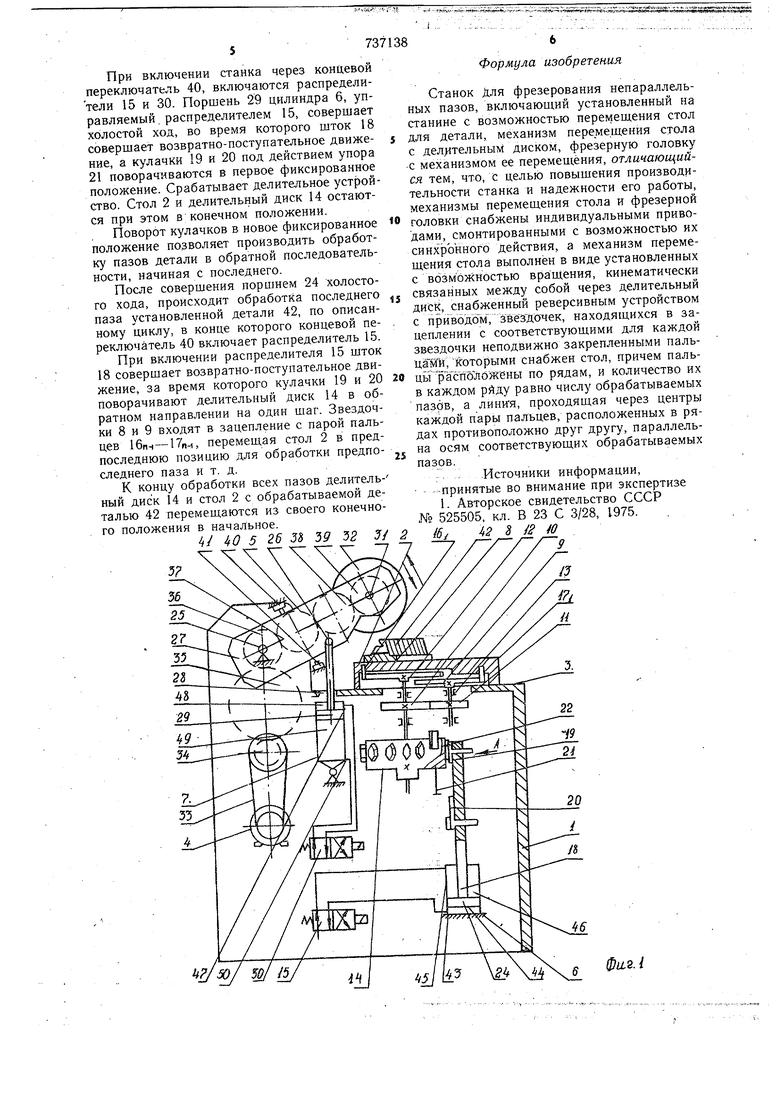
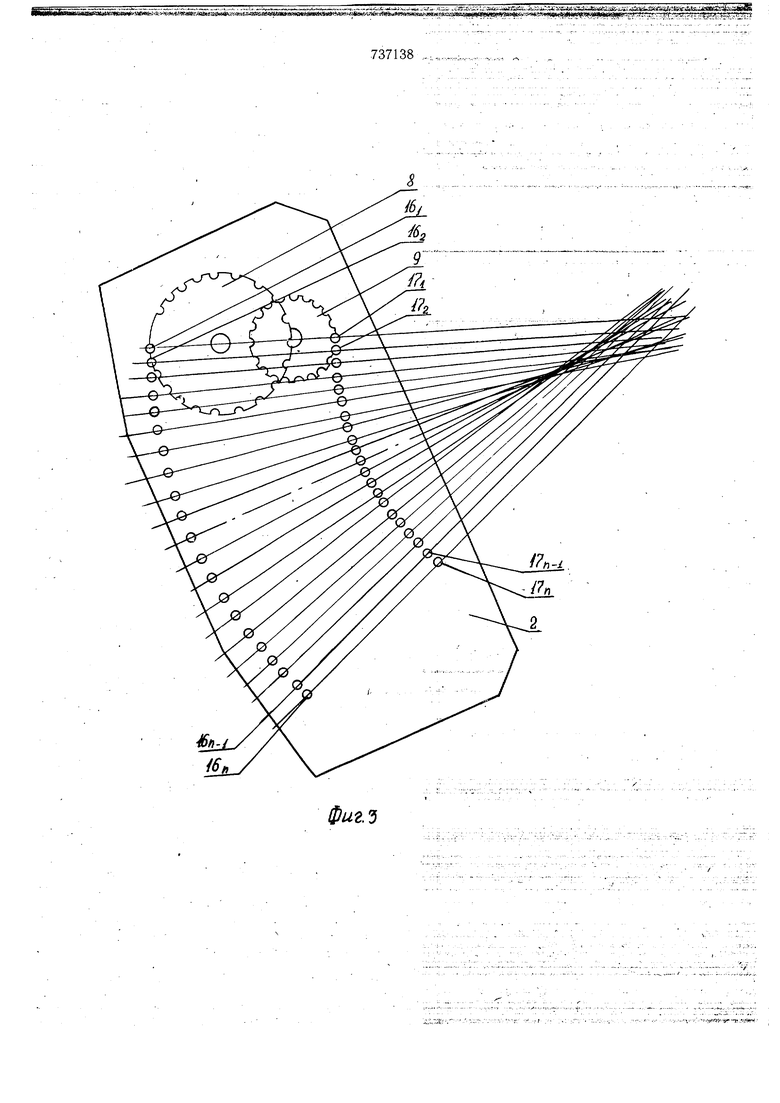
На фиг. 1 представлена кинематическая схема станка; на фиг. 2 - стол станка в начальном положении; на фиг. 3 - стол
станка в конечном положении; на фиг. 4 - вид А на фиг. 1.
Станок состоит из станины 1, стола 2, установленного с возможностью перемещения на плоской опорной поверхности 3 станины 1,привода 4, фрезерной головки 5, механизмов перемещения стола и фрезерной головки, снабженных соответственно индивидуальными пневмоцилиндрами 6 и 7, встроенными в станину 1.
Механизм перемещения стола выполнен в виде двух звездочек 8 и 9 установленных с зацепляющимися зубчатыми шестернями 10 и Г1 на валах 12 и 13 и кинематически связанных через общий делительный диск
14и реверсивное устройство с пневмоцилиндром 6, управляемым электромагнитным двухпозиционным .распределителем 15.
Звездочка 8 зацепляется с пальцами 6i, ,1б2,...,1бп,а звездочка 9 с пальцами 17i, ,17г,...,17и. Пальцы 16|,6г,..-,16п и 17i,172,..., ...,7п неподвижно установлены по двум рядам на столе 2 со стороны его основания, причем количество пальцев в каждом ряду равно числу обрабатываемых пазов, в линии центров каждой пары пальцев, расположенных в рядах противоположно друг другу, параллельна осям соответствующих обрабатываемых пазов.
Реверсивное устройство выполнено в виде штока 18, перемещающегося возвратнопоступательно и несущего два кулачка 19 и 20, установленных на нем с возможностью фиксированного поворота в два положения посредством подпружиненного упора 21, закрепленного на делительном диске 14. Кулачки 19 и 20 попеременно взаимодействуют с пазами 22 делительного диска 14, имеющих двусторонние скосы 23, причем каждое фиксированное положение кулачков соответствует определенному направлению поворота делительного диска 14 и, следовательно, направлению перемещения стола 2. Шток 18 жестко связан с поршнем 24 пневмоцилинДра 6, закрепленного на станине 1.
Механизм перемещения фрезерной головки содержит шарниры 25 и 26, установленные в корпусе 27 фрезерной головки 5. Шарнир 25 связывает корпус 27 со станиной, 1, а шарнир 26 - со штоком 28 поршня 29, установленного в качающемся пневмоцилиндре 7, который управляется электромагнитным распределителем 30.
Шпиндель 31 с инструментом 32 приводится в движение от привода 4, через ременную передачу 33 и шестерни 34, 35, 36, 37, 38, 39.Верхний концевой переключатель 40 и нижний концевой переключатель 41 управляют распределителем 30, а распределитель
15управляется переключателем 40. Обрабатываемую деталь 42 крепят на
столе 2.
Станок работает следующим образом.
При установке детали 42 стол 2 находится в начальном положении (фиг. 2), звездочки 8 и 9 находятся в зацеплении с первой парой пальцев 161, 17j. Поршень 29 находится в крайнем верхнем положении, а поршень 24 в крайнем нижнем положении. Нажатием кнопки «Пуск с пульта управления,
5 срабатывает верхний концевой переключатель 40, и приводится в движение шпиндель 31. Переключатель 20 включает распределители 15 и 30. Рабочая среда через распределитель 15 и канал 43 подается в безштоковую полость 44 цилиндра 6. Порщень 24,
вместе со щтоком 18 и кулачками .19 и 20 перемещается вверх.
Кулачок 19 выходит из паза 22 делительного диска 14, а кулачок 20 заходит в тот же паз, отклоняя при этом подпружиненный
s фиксатор 21. Когда поршень 24 займет крайнее верхнее положение, переключается распределитель 15. Рабочая среда через канал 45 поступает в штоковую полость 46 цилиндра 6. - .
Шток 18 перемещается вниз, кулачок 19 возвращается в свое первоначальное положение и фиксирует делительный диск 14, а кулачок 20 взаимодействует с упором 21, который перемещает его и кулачок 19 из 5 одного фиксированного положения в другое. После этого рабочая среда через распределитель 30 и канал 47 подается в штоковую полость 48 цилиндра 7. Поршень 29 перемещается вниз, опуская через шток 28 и шарниры 26 и 25 фрезерную головку 5. При перемещении фрезерной головки 5 вниз происходит обработка паза. В момент окончания обработки фрезерная головка 5 находится в крайнем нижнем положении и нажимает на концевой переключатель 41, коj торый переключает распределитель 30. Рабочая среда поступает в бесштоковую полость 49 цилиндра 7, через канал 50, перемещая порщень 29 и фрезерную головку 5 в крайнее верхнее положение до взаимодейч ствия .последней с верхним концевым перео ключателем 40, который включает распределитель 15.
За время работы распределителя 15 щток 18 совершает возвратно-поступательное движение. Кулачки 20 и 19, попеременно взаимодействуя со скосами 23 следующего паза, поворачивают делительный диск 14 вместе со звездочками 8 и 9 на один шаг. Звездочки 8 и.9 соответственно входят в зацепление с парой пальцев 162-17.,перемещая
0 стол 2 во вторую позицию для обработки второго паза, и так далее.
После обработки последнего паза происходит выключение станка и снятие детали 42,
Затем на стоЛ 2, находящийся в конечном положении (фиг. 3), при котором звездочки 8 и 9 зацепляются Ь последней парой пальцев 16г,- 17п, устанавливают для обработки следующую деталь 42, и включают станок. При включении станка через концевой переключатель 40, включаются распределители 15 и 30. Поршень 29 цилиндра 6, управляемый, распределителем 15, совершает холостой ход, во время которого шток 18 совершает возвратно-поступательное движение, а кулачки 19 и 20 под действием упора 21 поворачиваются в первое фиксированное положение. Срабатывает делительное устройство. Стол 2 и делительный диск 14 остаются при этом в; конечном положении. Поворот кулачков в новое фиксированное положение позволяет производить обработку пазов детали в обратной последовательности, начиная с последнего. После совершения поршнем 24 холостого хода, происходит обработк.а последнего паза установленной детали 42, по описанному циклу, в конце которого концевой переключатель 40 включает распределитель 15. При включении распределителя 15 шток 18 совершает возвратно-поступательное движение, за время которого кулачки 19 и 20 поворачивают делительный диск 14 в обратном направлении на один шаг. Звездочки 8 и 9 входят в зацепление с парой пальцев 16пн-17п-ь перемещая стол 2 в предпоследнюю позицию для обработки предпоследнего паза и т. д. К концу обработки всех пазов делительный диск 14 и стол 2 с обрабатываемой деталью 42 перемеш,аются из своего конечного положения в начальное. 4/ JfO 5 26 3S Ъ9 Ъ2 /
737138 Формула изобретения Станок Для фрезерования непараллельных пазов, включающий установленный на станине с возможностью перемешения стол для детали, механизм перемещения стола с дел тельньш диском, фрезерную головку с механизмом ее перемещения, отличающийся тем, что, с целью повышения производительности станка и надежности его работы, механизмы перемещения стола и фрезерной головки снабжены индивидуальными приводами, смонтированными с возможностью их синхронного действия, а механизм перемещения стола выполнен в виде установленных с возможностью вращения, кинематически связанных между собой через делительный диск, снабженный реверсивным устройством с приводам, МезЦОчек, находящихся в зацеплении с соответствующими для каждой звездочки неподвижно закрепленными пальцШй, Шторыми снабжен стол, причем пальцьГрасполбЖёны по рядам, и количество их в каждом рйду равно числу обрабатываемых пазов, а линкя, проходящая через центры каждой пары пальцев, расположенных в рядах противоположно друг другу, параллельна осям соответствующих обрабатываемых пазов. Источники информации, -принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 525505, кл. В 23 С 3/28, 1975. /(у 42 3 /f /ff
Фиг.2
фигз
.,/.
и
Фиг
