Указанная цель достигается тем, что каждый портал оснащен кронштейнами с роликами, образующими рольганг для продольного перемещения раскоса, размещенный под углом к продольной оси поточной линии, равным углу расположения раскоса в ферме, при этом указанные кронштейны с роликами смонтированы с возможностью перемещения их от привода в направлении вдоль осей роликов, причем подающий транснортер каждого накопителя поясов выполнен в виде рядов по числу параллельных между собой раскосов фермы, последовательно установленных с возможностью свободного поворота в плоскости, параллельной основанию секции продольных рольгангов.
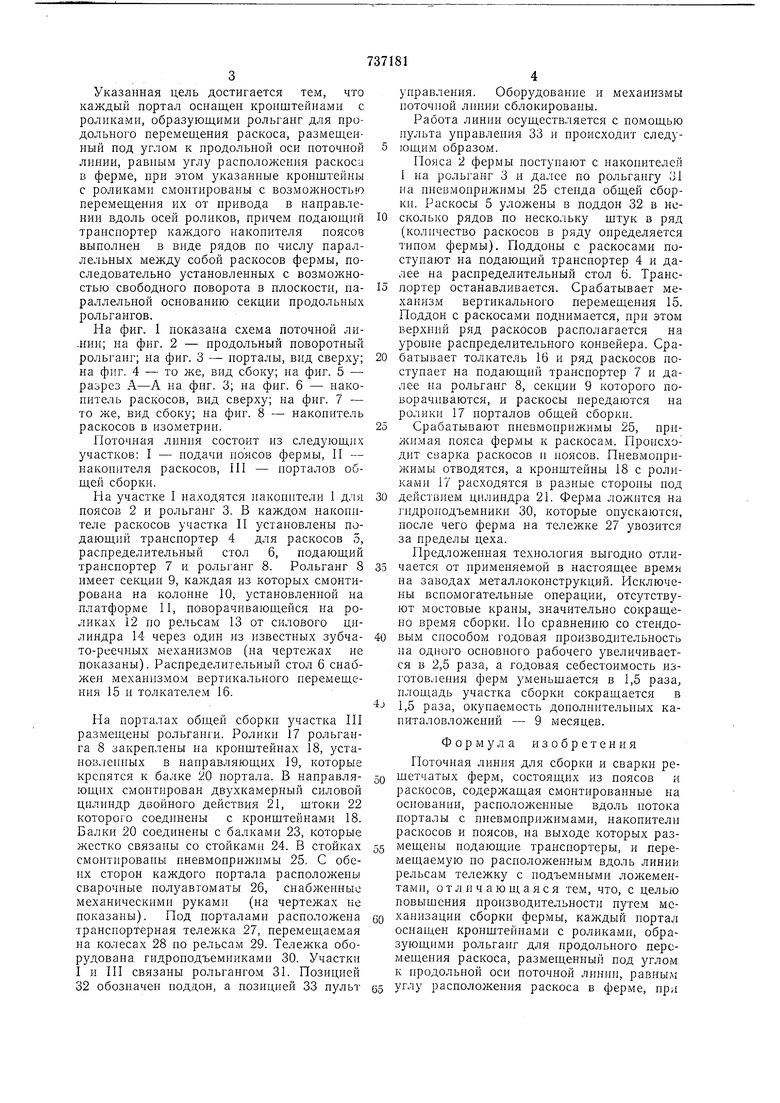
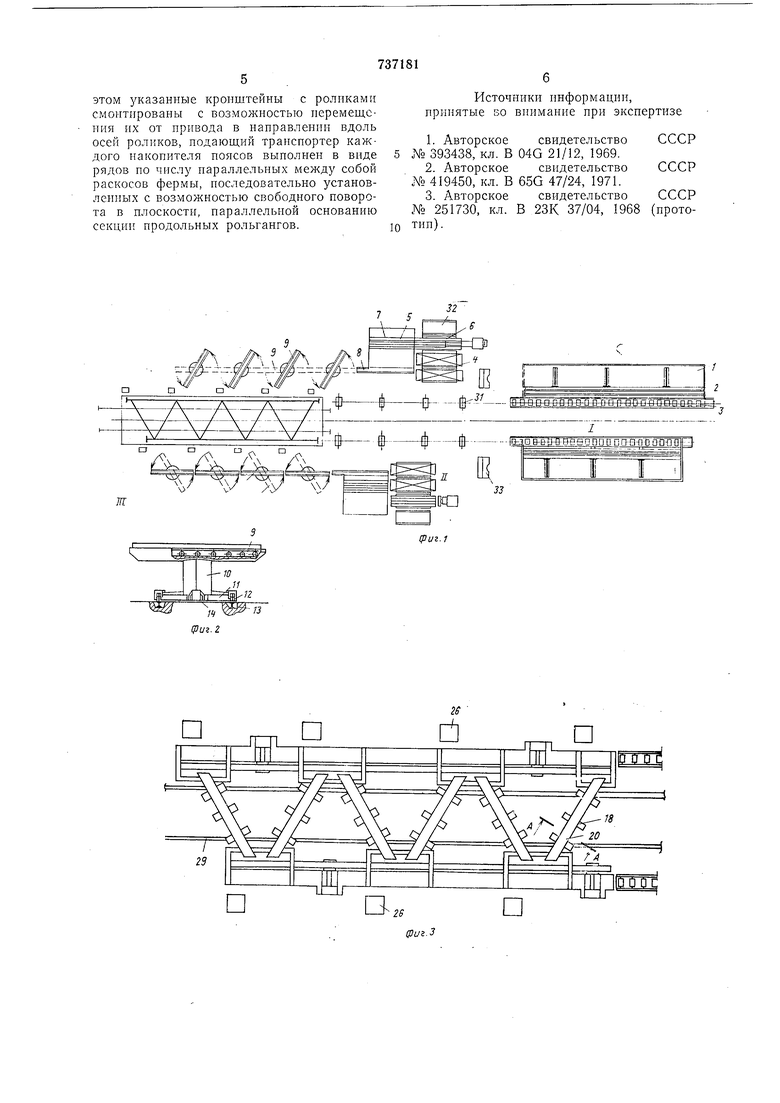
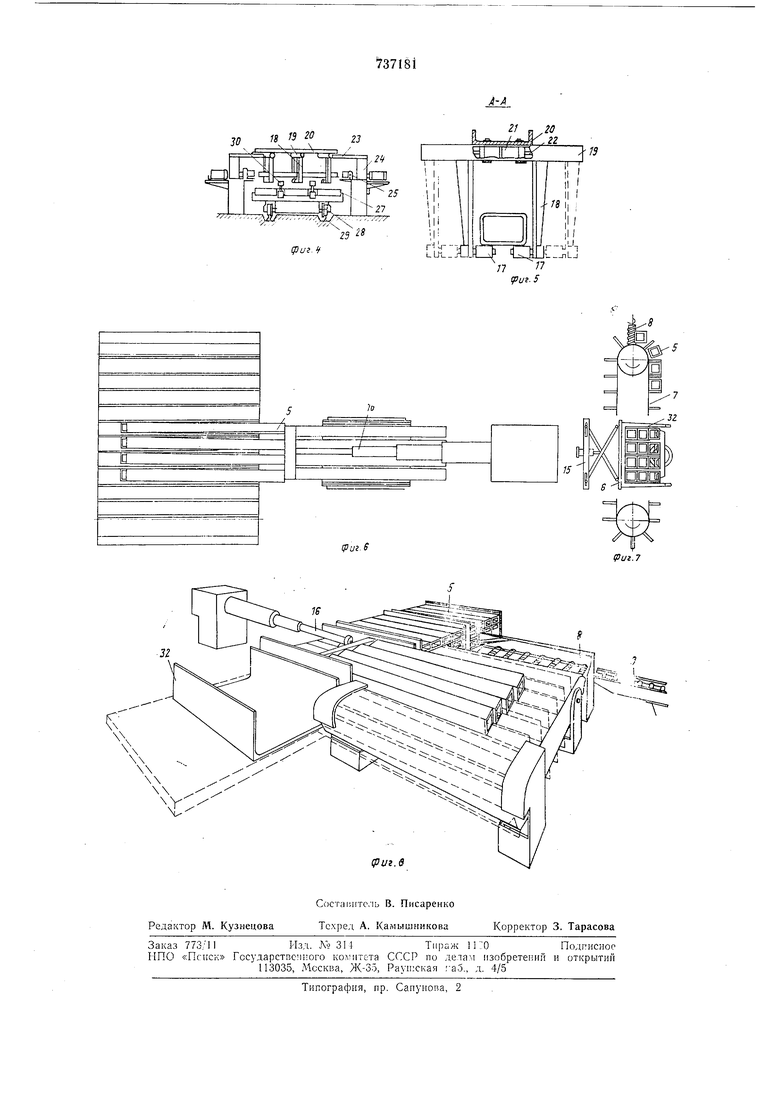
На фиг. 1 показана схема поточной ли.нии; на фиг. 2 - продольный поворотный рольгаиг; на фиг. 3 - порталы, вид сверху; на фиг. 4 - то же, вид сбоку; иа фиг. 5 - разрез А-А иа фнг. 3; на фнг. 6 - накопитель раскосов, вид сверху; на фиг. 7 - то же, вид сбоку; иа фиг. 8 - накоиитель раскосов в изометрин.
Поточная линия состоит из следующих участков: I - иодачи иоясов фермы, II - накоиителя раскосов, III - норталов общей сборки.
На участке I иаходятся накопители 1 для поясов 2 и рольганг 3. В каждом накопителе раскосов участка II устаиовлены подающий транснортер 4 для раскосов 5, распределительный стол 6, подающий транспортер 7 и рольганг 8. Рольганг 8 имеет секции 9, каждая из которых смонтирована на колонне 10, установленной на платформе 11, поворачивающейся на роликах 12 по рельсам 13 от силового цилиндра 14 через один из известных зубчато-реечных механизмов (на чертежах не показаны). Распределительиый стол 6 снабжен механизмом вертикальиого иерехмещения 15 и толкателем 16.
На порталах общей сборки участка III размещены рольганги. Ролики 17 рольганга 8 закреплены на кронштейнах 18, установлеииых в нанравляющих 19, которые крепятся к балке 20 портала. В направляющих смонтирован двухкамерный силовой цилиидр двойного действия 21, штоки 22 которого соединены с кронштейнами 18. Балки 20 соедииены с балками 23, которые жестко связаны со стойками 24. В стойках смоитироваиы пневмоприжимы 25. С обеих сторон каждого портала расположены сварочные полуавтоматы 26, снабженные механическими руками (иа чертежах не показаны). Под порталами расположена транспортерная тележка 27, перемещаемая на колесах 28 по рельсам 29. Тележка оборудована гидроподъемиикамн 30. Участки I и III связаны рольгангом 31. Позицией 32 обозначен поддон, а позицией 33 пульт
управления. Оборудоваиие и механизмы поточной линии сблокированы.
Работа линии осуществляется с помощью пульта управления 33 и происходит следующим образом.
Пояса 2 фермы поступают с накопителей 1 иа рольганг 3 и далее по рольгаигу 31 иа ниев.мопрпжимы 25 стенда общей сборки. Раскосы 5 уложеиы в поддон 32 в несколько рядов но нескольку штук в ряд (количество раскосов в ряду оиределяется типом фермы). Поддоны с раскосами поступают на подающий транспортер 4 и далее на распределительный стол 6. Транспортер останавливается. Срабатывает механизм вертнкального перемещения 15. Поддон с раскосами подпимается, при этом верхний ряд раскосов располагается на уровне распределительного конвейера. Срабатывает толкатель 16 и ряд раскосов поступает на подающий транспортер 7 и далее на рольганг 8, секции 9 которого поворачиваются, и раскосы иередаются на ролики 17 норталов общей сборки.
Срабатывают пиевмоприжимы 25, прижимая пояса фермы к раскосам. Происходит сварка раскосов и иоясов. Пневмоприжимы отводятся, а кропштейны 18 с роликамн Г/ расходятся в разные стороны нод
действием цилиндра 21. Ферма ложится на гидроподъемники 30, которые опускаются, после чего ферма на тележке 27 увозится за пределы цеха.
Предложенная технология выгодио отличается от применяемой в настоящее время на заводах металлоконструкций. Исключены вспомогательиые оиерации, отезтствуют мостовые краны, значительно сокращено время сборки. По сравнению со стендовым способом годовая производительность па одного основного рабочего ).величивается в 2,5 раза, а годовая себестоимость изготовления ферм умеиьшается в 1,5 раза, площадь участка сборки сокращается в
1,5 раза, окуиаемость доиолнительных капиталовложений - 9 месяцев.
Формула изобретения
Поточиая линня для сборки и сварки решетчатых ферм, состоящих из поясов и раскосов, содержащая смонтироваиные на основании, расположеииые вдоль иотока порталы с пиевмоприжимами, накопители раскосов и поясов, иа выходе которых размещепы иодающие транспортеры, и перемещаемую по расположенным вдоль линии рельсам тележку с подъемными ложементами, отличающаяся тем, что, с целью повышения производительности путем механизации сборки фермы, каждый иортал оснащен кронштейнами с роликами, образующими рольганг для продольного перемещения раскоса, размещенный иод глом к продольной оси поточной линии, равным
расположения раскоса в ферме, при этом указанные кронштейны с роликамм смонтированы с возможностью неремещсимя их от привода в нанравлении вдоль осей роликов, подающий транспортер каждого накопителя поясов выполнен в виде рядов по числ) параллельных между собой раскосов фермы, носледовательно установленных с возможностью свободного поворота в плоскости, параллельной основанию секции продольных рольгангов. 5 10 Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 393438, кл. В 04G 21/12, 1969. 2.Авторское свидетельствоСССР № 419450, кл. В 65G 47/24, 1971. 3.Авторское свидетельствоСССР № 251730, кл. В 23К 37/04, 1968(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВОВПТ5ФОНД т^тт^ | 1971 |
|
SU419450A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Кондуктор для сборки решетчатых ферм | 1978 |
|
SU767324A1 |
| Поточная линия для сборки и сварки полотнищ с ребрами жесткости | 1978 |
|
SU694340A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
Ж,.
ж
DOG п-в-д -в-д-шиэдеаДа p-a afctJ
33
