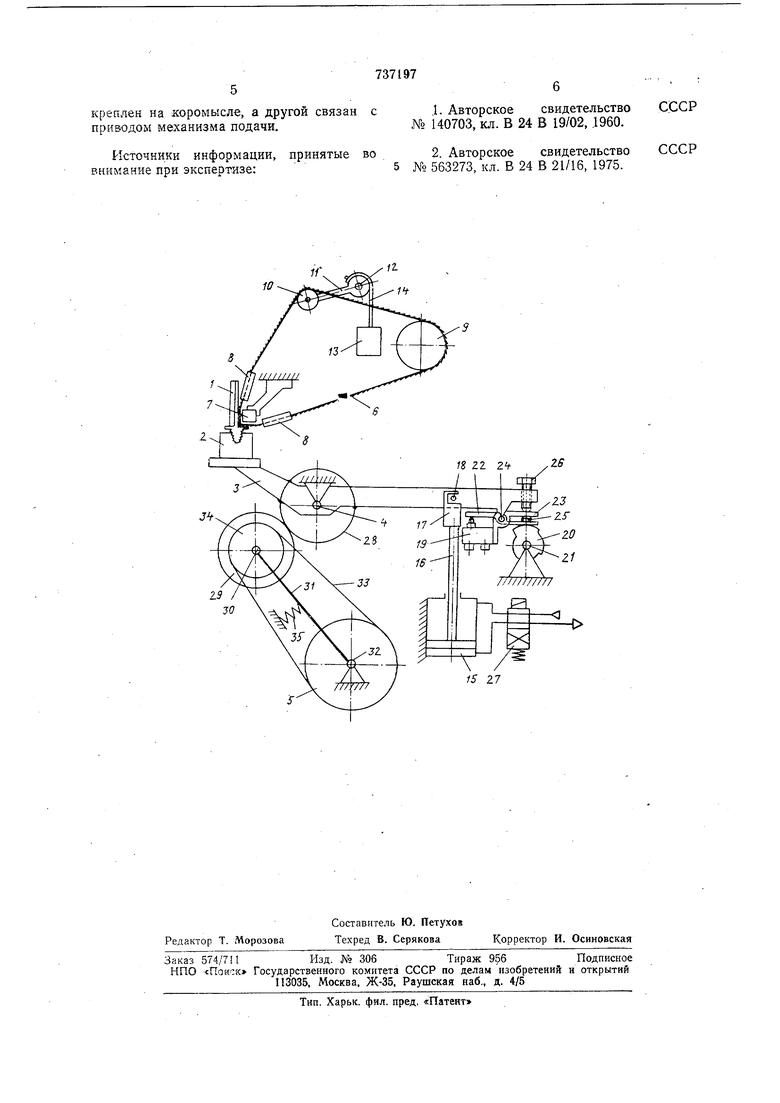
обрабатываемую деталь / к абразивной ленте 6, огибающей контактный элемент 7, направляющие ленту желобки 8, ведущий шкив 9 и натяжной ролик 10, установленный на рычаге 11, имеюясем возможность поворачиваться вокруг оси 12 под действИ ем пруза 13, закрепленного на рычаге с помощью троса 14.
Для быстрого подвода и отвода детали / устройство снабжено силовым цилиндро.-: 15, шток 16 которого с помощью захвата /7 взаимодействует со щтифтом 18 коромысла 3 подачи. Суммарный зазор между контактными поверхностями штифта 18 и стенками паза захвата 17 должен быть больше хода рабочей подачи врезания, что исключает влияние силового цилиндра на процесс рабочей подачи врезания.
Для определения конца обработки детали устройство снабжено датчиком 19, расположенным в цепи компенсатора износа ленты, содержащего кулачоа 20 с мехализмом его поворота на оси 21, коромысла 22 и 23, установленные на одной оси 24, закрепленной на коромысле 3 лодачи, и упоры 25 и 26, один из которыж установлен на коромысле 3, а другой на коромысле 22.
Управление силовым цилиндром 15 осуществляется от датчика 19, сигналы которого подаются на электрозолотник 27. Привод исполнительного звена - коромысла 3 механизма подачи на врезание, осуществляется через фрикционный узел, выполненный, например, в виде двух контактирующих между собой шкивов 28 и 29, один из которых, шкив 28, установлен на оси 4 поворота коромысла и жестко связан с ним (закреплен на коромысле), а второй, шкив 29 установлен с возможностью поворота вокруг оси 30 рычага 31, имеющего возможность качаться на оси 32, на которой установлен лривод 5 механизма подачи врезания, выполненный, например, в виде редуктора с электродвигателем. От привода 5 вращение передается через гибкую передачу 33 и щкив 34 соосно установленному с ним щк1иву 29.
Поджим шкива 29 к щкиВу 28 осуществляется, например, пружиной 35, воздействующей на рычаг 31. Слла поджима регулируется сжатием пружины.
При установке обрабатываемой детали / в приспособление 2 поршень силового цилиндра 15 находится в верхнем положении, при этом коромысло 3 подачи повернуто против часовой стрелки до отказа, т. е. приспособление 2 отведено от зоны обработки.
При пуске устройства подают сигнал на соленоид электрозолотника 27, который открывает луть воздуху ,и,таг жи.д.лэсти в верхнюю полость СИЛОВОГО .цилиндра 15. Порщень его, опускаясь, через шток и захват 17 поворачийает коромысло В подачи по часовой стрелке, в результате чего обрабатываемая деталь быстро подводится к ленте. Одновременно включается привод 5, сообщающий вращение шкиву 29, который благодаря трению передает вращение шкиву 28, а вместе с ним сообщает рабочую подачу обрабатываемой детали.
Если в процессе обработки уменьшается режущая способность ленты, например по мере ее затупления, то уменьшается скорость поворота коромысла 3, так как между шкивами 28 и 29 начинается пробукоовка. В результате этого лента предохраняется от разрыва. Если же по каким-либо причинам коромысло 5 во время рабочей подачи за счет пробуксовки фрикционной передачи поворач1ивается против часовой стрелки (например, при попадании между лентой, деталью или контактным копиром частиц абразива, клеевой связки, ниток от тканевой основы ленты я т. п.), то дальнейшая подача детали к ленте осуществится фрикционной передачей плавно и с относительно медленной рабочей скоростью, что предотвратит удар детали по ленте, который происходит в прототипе.
В конце обработки упор 26 через коромысло 23, упор 25 с коромыслом 22 замьь кается с кулачком 20, в результате чего прекращается подача врезания, так как начинается пробуксовка фрикциолного узла. Одновременно срабатывает датчик 19, настроенный синхронно с замыканием цепи упор 26, коромысло 23, упор 25, кулачок 20, и дает сигнал электрозолотнику 27, а вместе с ним силовому цилиндру 15 на быстрый отвод детали от ленты, т. е. на поворот коромысла 5 до отказа против часовой стрелк1И.
К вариантам устройства относятся равные конструкции механизма быстрого подвода детали к ленте, совмещение в приводе 5 рабочей подачи с быстрым подводом, применение вместо .коромысла лодачи стола.
Устройство повышает стойкость лент и имеет более высокую и стабильную точность.
Форм у л а .изобретения
Устройство для ленточного шлифования, содержащее механизм подачи обрабатываемой детали на врезание, выполненный в виде коромысла, кинематически связанного с приводом механизма подачи, отличающееся тем, что, с целью повышения стойкости абразивных лент и точности обработки за счет использования оил трения, демпфирующих колебаний коромысла подачи, устройство снабжено фрикционным узлом, выполненньш в виде двух установленных с возможностью контактирования между собой шкивов, один из которых закреплен на коромысле, а другой связан с приводом механизма подачи. Источники информации, принятые во внимание при экспертизе:5 № № 1. Авторское свидетельство 140703, кл. В 24 В 19/02, 1960. 2. Авторское свидетельство 563273, кл. В 24 В 21/16, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальное устройство | 1976 |
|
SU657975A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU959985A1 |
| Ленточно-шлифовальное устройство | 1975 |
|
SU563273A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточношлифовальный станок | 1980 |
|
SU906674A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Устройство для ленточного шлифования | 1976 |
|
SU598737A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
г/
10
j
ze
fS 27
