I
Изобретение относится к машинам выработки конусов электронно-лучевых трубок центробежным способом и может быть использовано в стекольной промышленности.
При изготовлении конусов электронно- лучевых трубок широко используется центробежное формование с прессованием перехода горловины в конус.
Наиболее благоприятной формой перехода горловины в конус для прохождения электронного луча является такая, у которой по диагональным сечениям есть умейьшение толщины станки с внутренней . стороны на всем переходе горловины в конус, т, е, канавки для прохождения луча в углы экрана электронно-лучевой трубки. Для получения такого перехода необходимо, чтобы пуансон, имеющийJQ
соответствующую конфигурацию, опускался в форму в строго ориентированном положении относительно центробежной формы и в то же время имел возможность
вращаться вместе с формой во время прессования и при выходе из формы,
Известно устройство для прессования конуса электронно-лучевой трубки в центробежной форме, содержащее установленный на кронштейне цилиндр со штоком, на конце которого в подшипниках закреплен держатель с пуансоном, флюгер, закрепленный на держателе, и воздушное сопло, расположенное в кронштейне на уровне флюгера. Под действием воздушного потока из сопла флюгер, закрепленный на свободно вращающемся в подшипниках держателе пуансона, перед прессованием занимает ориентированное положение относительно формы flj .
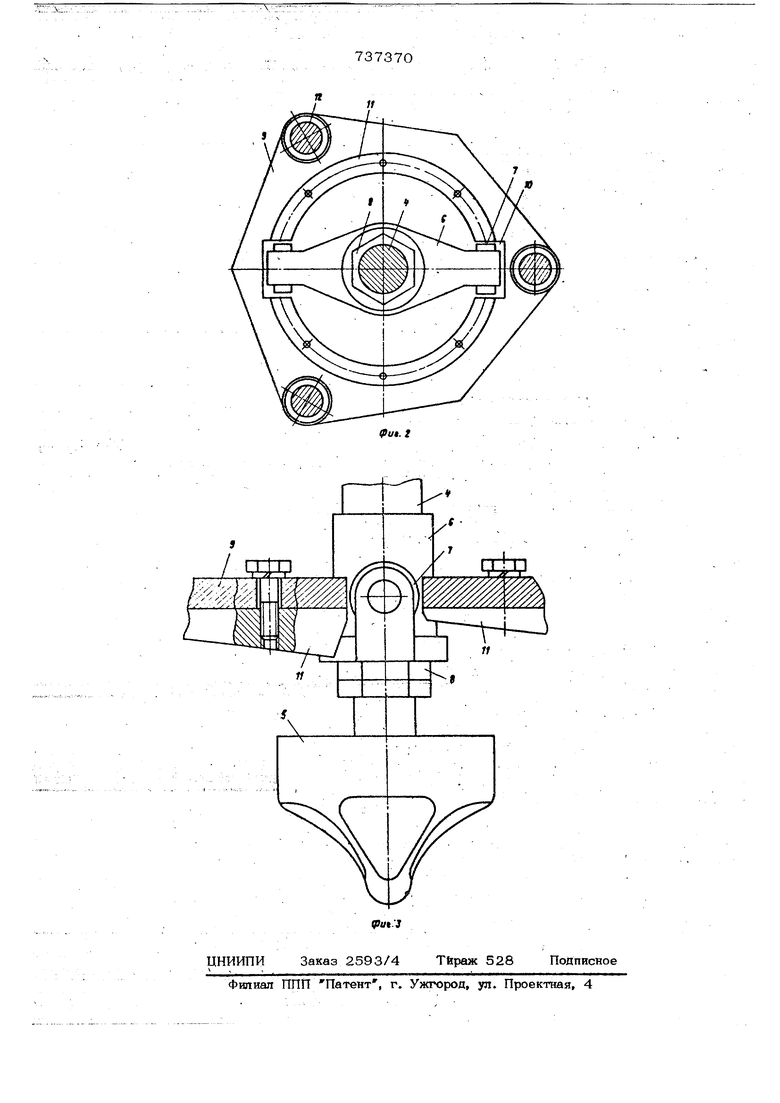
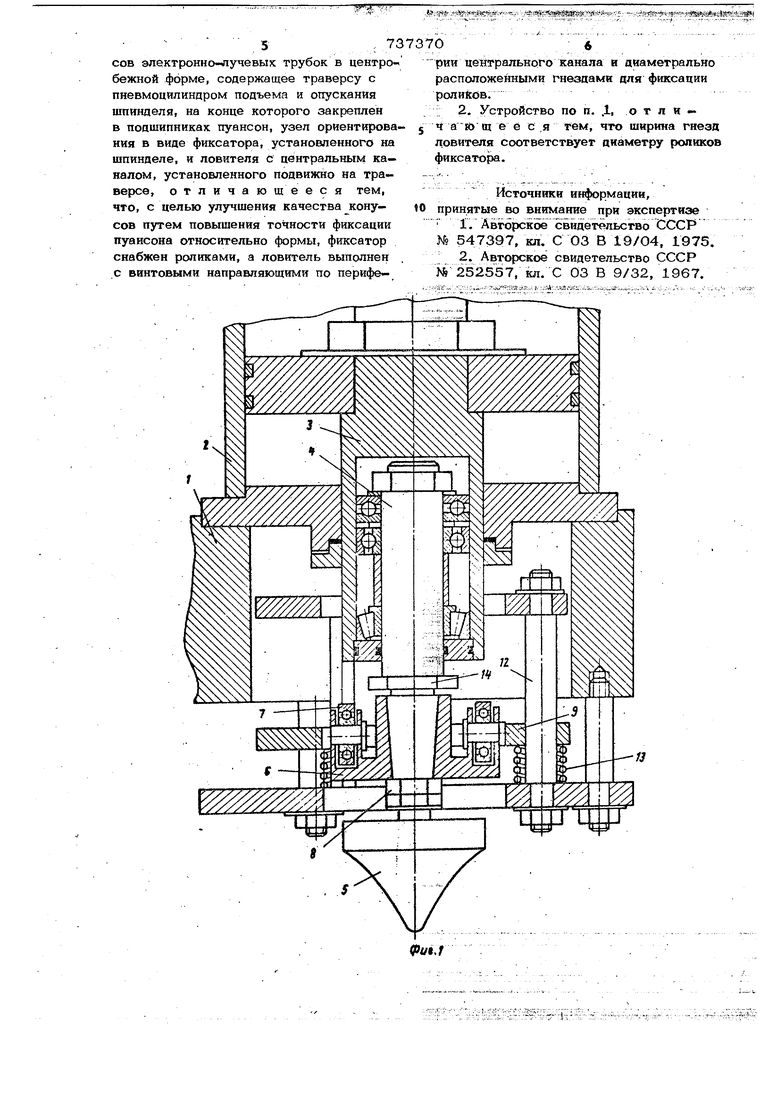
Недостатком данного устройства является возможное отклонение положения пуансона отТ ребуёмого7 что пг)иб6дит к смещению его на переходе горловины в конус канавок дйя прохождения электронного луча в углы экрана относительно диагональных сечений. Наиболее близким к изобретению решением по технической сущности и достигаемому эффекту является устройство для формования внутренней полости в стеклянных изделиях, содержащее траверсу, корпус, внутри которого размещен шпиндель с пуансонов на конце, опирающийся на подшипники, пневмоцилиндр подъема и опускания корпуса и привод. С целью обеспечения соосности пуансона с осью изделия при вводе в предварительно отформованное отверстие в изделии и выводе его, устройство снаёжено фиксатором, закрепленным на шпинделе, и ловителем с центральным каналом, ус тШУбвйённым подвижно на траверсе рГ), Однако такое устройство недостаточно фиксирует пуансон относительно формы до начала прессования изделий, что ведет к ухудшению качества последних. Цель изобретения - улучшение качест- ва конусоб путем повышения точности фиксации пуансона относительно формы. Указанная цель достигается тем, что в устройстве Для формования внутренней Полости, преимущественно конусое ёлектронно-лучевых трубок в центробежной форме, содержащем траверсу с пневмо- цилиндром подъема и опускания шпинделя. на конце которого закреплен в подшипниSaifc пуйнсон, узел; ориентирования в виде фиксатора, установленного на шпинделе, и лШйтеля-с центральным каналом, установленнЬго подвижно на траверсе фикса- тор снабжен роликами, а ловитель выполнён с винтовыми направляющими по периферий Цёнтральногб канала и диаметрально расположенными гнездами для фиксаци pibnHKOB, причем ширина гнёзд Ловителя сбдтвётствует диаметру роликов фиксато- На фиг. 1 изображено устройство для ;: прессования в центробежной форме; на фиг. 2 - узел ориентирования, вид ;снизу в зафиксированном положении; на фиг. 3- то же, вид сбоку. Устройство состоит из установленного на траверсе 1 цилиндра 2 со штоком 3, на конце которого закреплен в подшипниках держатель 4 пуансона 5. Держатель .4 снабжен фиксатором 6 с роликами 7. Фиксатор 6 неподвижно закреплен на дер жателе 4 при помощи конуса Морзе гайкой 8 и контргайкой. На траверсе 1 неподвижно укреплен ловитель, имеющий подвижную в вертикал ном направлении плиту 9 с гнездами 10 для захода и фиксации в них роликов 7. V 0 На плите 9 закреплены две направляющие 11 для движения по ним роликов 7 до захода их в гнезда 10. Рабочая поверхность направляющих 11 выполнена по винтовой линии с углом подъема, обеспечивающим вращательное движение фиксатора 6 по направляющим 11 при подъеме вверх штока 3 даже в невращающемся положении. Для уменьшения угла подъема винтовой поверхности направляющих 11 ролики 7 представляют собой ПОДШИПНЙОЕИ . качения. Плита 9 выполнена подвижной Дл:я смягчения удара роликов 7 о направляющие 11 при подъеме штока 3 вверх. На напра1вляющих колонках 12, по которым движется плита 9, установлены пружины 13, смягчающие удар при возврате плиты 9 в исходное положение под собственным весом. Перед прессованием ,шток 3 с держателем 4 поднят, ролики 7 фиксатора б находятся в гнездах 10 подвижной плиты 9. При этьм фиксатор 6 установлен на держателе 4 таким образом, что пуан- . сон занимает ориентированное положение Относительно центробежной формы.. При необходимости съем фиксатора 6 с держателем осуществляют гайкой 14. При ходе штока 3 вниз и в момент н&чала пресс;с(1ван:йя это положение сохраняется. По Ь1кЬнчании прессования шток 3 с вращающимся или невращающимся держателем 4 пуансона 5 идет вверх, ролики 7 соприкасаются с направляющи- ми 11 и, перемещаясь по их винтовой поверхности, вращают фиксатор 6 с держателем 4 до тех пор, пока ролики 7 не войдут в гнезда 10. Пуансон снова занимает орйентирЪванн ое положение к готов к следующему прессованию. До на- чала прёссбйания изменить свое положение пуансон не может, так как ролики 7 фиксатора 6 зафиксированы гнездами 10 плиты 9. Предлагаемое устройство обеспечивает строгую фиксацию держателя пуансона в ориентированном положении относительно центробежной формЫ и гёМсайым исключает возможность сдвига отпрессованных на внутренней стороне перехода горловины в конус канавок для прохождения элект.ронноголу а в углы экрана электроннолучевой трубки относительно диагональных сечений. Формула изобретения 1. Устройство для формования внутренней полости, преимущественно кону 5, 7 COB электронно-лучевых трубок в центробежной форме, содержащее траверсу с пневмоцилиндром подъема и опускания шпинделя, на конце которого закреплен в подшипниках пуансон, узел ориентирова ния в виде фиксатора, установленного на шпинделе, и ловителя с центральным каналом, установленного подвижно на траверсе, отличающееся тем, что, с целью улучшения качества кону- сов путем повышения точности фиксации пуансона относительно формы, фиксатор снабжен роликами, а ловитель выполнен с винтовыми направляющими по перифе0рии центрального канала в диаметрально расположенными гнездами для фиксации роликов. ;: 2. Устройство по п, .1, о т л и - ч ай (ц е е с я тем, что ширина гнезд ловителя соответствует диаметру роликов фиксатора. Источники информации, принятые во внимание при экспертизе Г. Ав1г6рск1ое свидетельство СССР М« 547397, кл. С 03 В 19/04, 1975. 2. Автч)рское свидетельство СССР № 252557, кл. С 03 В 9/32, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ПРЯМОУГОЛЬНЫХ КОНУСОВ ЭЛЕКТРОННО-ЛУЧЕВЫХ ТРУБОК | 1989 |
|
RU1649772C |
| МАШИНА ДЛЯ ОБРАБОТКИ КОНУСОВ ЦЕЛЬНОСТЕКЛЯННЫХ ОБОЛОЧЕК ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1967 |
|
SU191757A1 |
| Пресс для формования пустотелого строительного кирпича | 1990 |
|
SU1763192A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Автоматическая установка для прессования стеклоизделий | 1986 |
|
SU1426953A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
| Установка для сварки конуса электронно-лучевой трубки с тубусом | 1987 |
|
SU1516467A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Установка для центробежного формования стеклоизделий | 1975 |
|
SU585129A1 |