(54) ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Штамп для закрытой объемной штамповки | 1987 |
|
SU1503967A1 |
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1986 |
|
SU1382573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2364464C2 |
| Компенсатор неравномерности нагружения штампов | 1990 |
|
SU1759654A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Штамп для объемной штамповки | 1979 |
|
SU867508A1 |
| Штамп для закрытой объемной штамповки | 1981 |
|
SU967652A1 |
| Штамп для объемной штамповки | 1980 |
|
SU880602A1 |
| НИЖНЯЯ МАТРИЦА ШТАМПА ДЛЯ ИЗГОТОВЛЕНИЯ ТАРЕЛЬЧАТЫХ ПРУЖИН | 2023 |
|
RU2821447C1 |
1
Изобретение касается обработки металлов давлением и относится к конструкциям инструментов, служащих для формоизменения обрабатываемых , заготовок.
Иэвестей инструмент для обработки металлов давлением, например, штамп, для объемной штамповки, содержащий верхнюю и нижнюю плиты и матрицу с tn размещеннойна немсъемной накладкой .с рабочим контуром 1.
Наиболее близким техническим решением по технической сущности и достигаемому результату является ин- 15 струмёнт для об1 аботки металлов давлением, например, штамп для объемной штамповки, содержащий верхнюю и нижнюю плиты, на каждой из которых установлено основание с размещённой 20 на нем съемной накладкой с рабочим контуром Г2 .
Цель изобретения - повышение стойкости и надежности в работе.
Для этого каждая накладка штампа 25 Ьнабжена конусом, жестко установленным в выполненном на ее поверхности, обращенной к основанию, гнезде, при этом на поверхности каждого основания, цoнтaктИJ yющeй с накладкой, ЗО
выполнена коническая полость под конус соответствующей накладки.
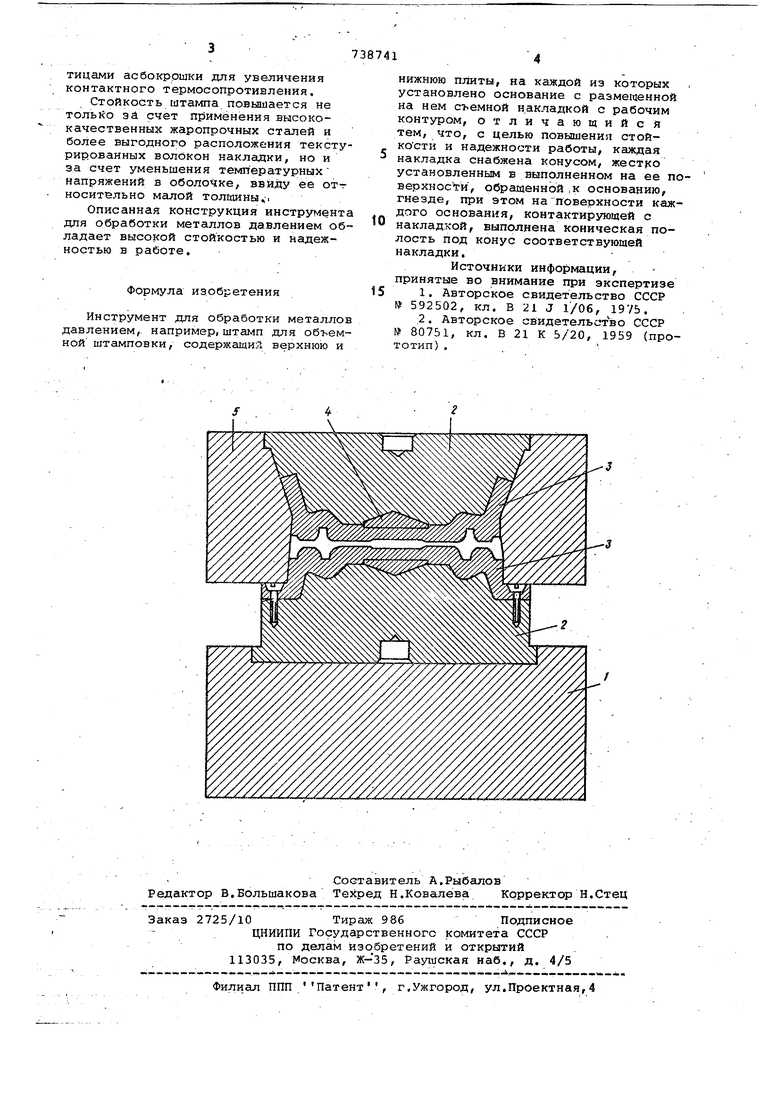
Конструкция инструмента изображена на чертеже.
Штамп содержит нижнюю плиту 1 (верхняя плитана чертеже не показана) , основание 2 и накладки 3. На внутренней торцовой поверхности каждой накладки выполнено.гнездо для жесткого крепления в нем центрирующего конуса 4, а сама накладка 3. на верхней плите штампа закреплена посредством основания 2 и обоймы 5, выполненной в виде кольца с,конусным отверстием, а на нижней половине,- посредстве крепежных элементов.
Центрирующий конус 4 служит не только фиксаторсм, предупреждакядим коробление накладки 3 на основании 2, но и, воспринимая на себя основ-, ную часть нагрузки, передает ее на рабочие детали штампа видоизмененной и меньшей, ввиду увеличения площади нагружвМия и ослабления нагрузки за счёт упругости оболочки. Поверхность раздела между накладкой Зи основанием 2 смазывается графитовой смазкой с хорошо перемешанными частицами асбокрошки для увеличения контактного термосопротивления,
Стойкость штампа повышается не толысо за счет применения высококачественных жаропрочных сталей и более выгодного расположения текстурированных волокон накладки, но и за счет уменьшения температурных напряжений в оболочке, ввиду ее ОТНОСИТЕЛЬНО малой толщины ,-1
Описанная конструкция инструмента для обработки металлов давлением обладает высокой стойкостью и надежностью в работе.
Формула изобретения
Инструмент для обработки металлов давлением,, например, штамп для объемной штамповки, содержащий верхнюю и
нижнюю пЛиты, на каждой из которых установлено основание с размещенной на нем оемной накладкой с рабочим контуром, отличающийс я тем, что, с целью повышение стойкости и надежности работы, каждая накладка снабжена конусом, жестко установленным в выполненном на ее поверхности , обращенной ,к основанию, гнезде, при этом на поверхности каждого основания, контактирующей с накладкой, выполнена коническая полость под конус соответствующей накладки.
Источники информации, принятые во внимание при экспертизе
80751, кл. В 21 К 5/20, 1959 (прототип) .
