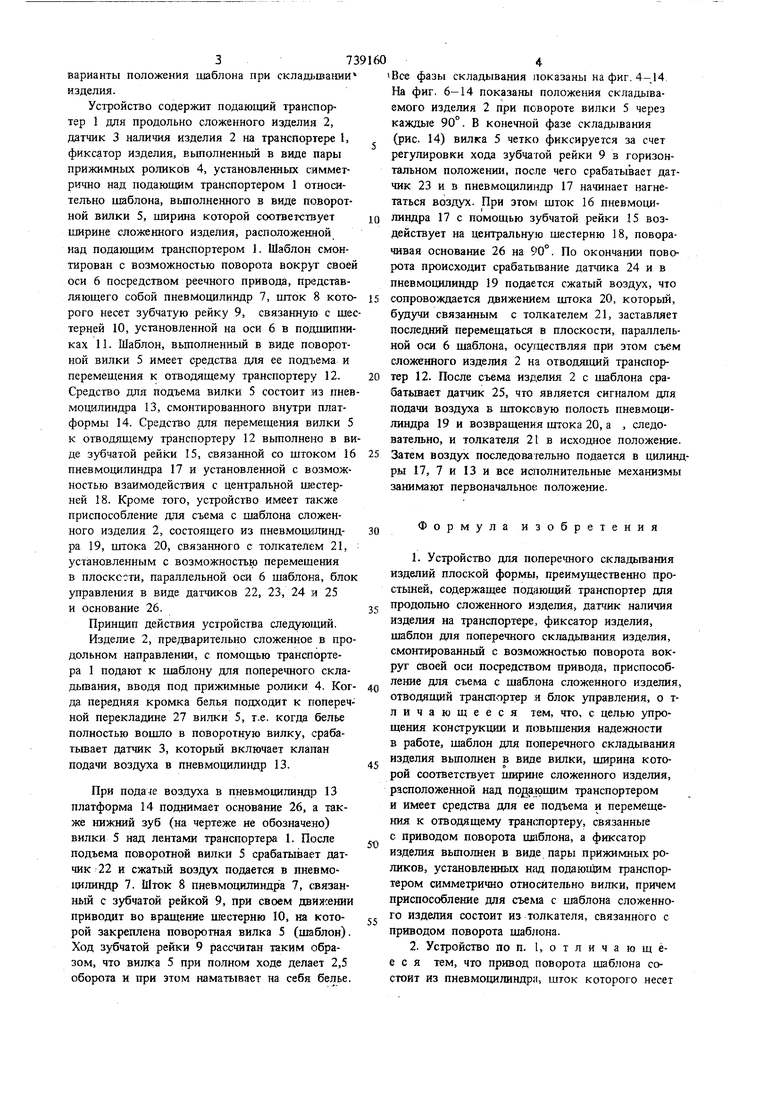
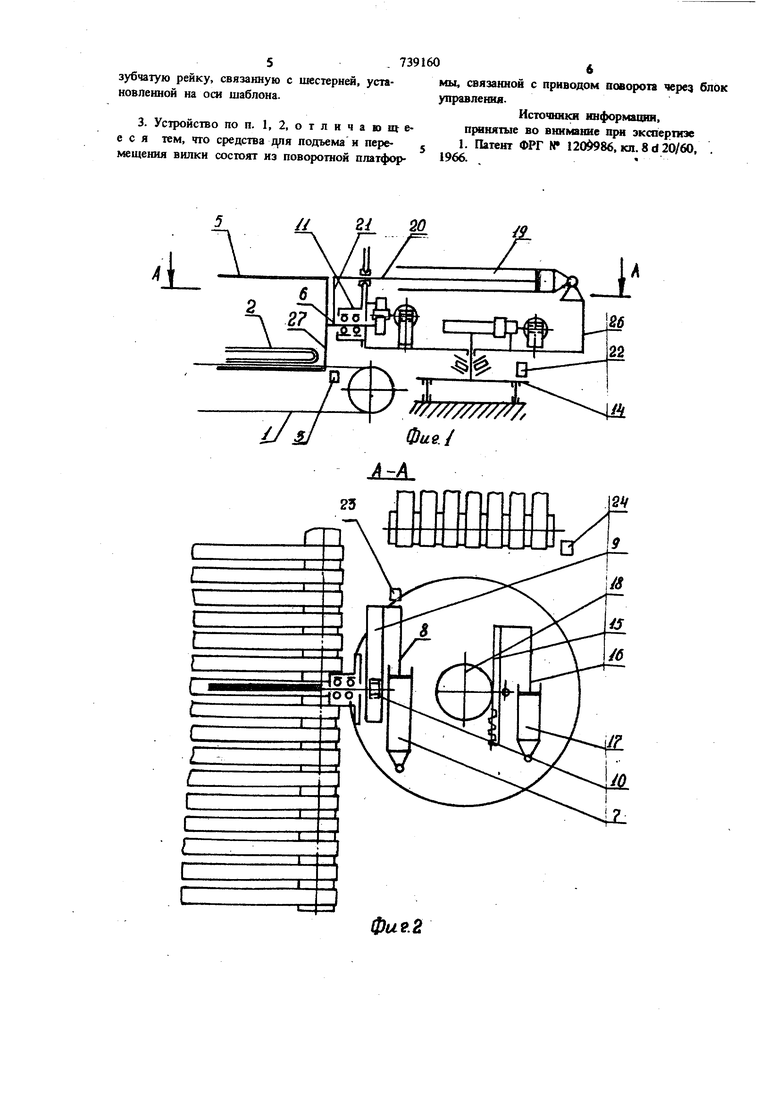
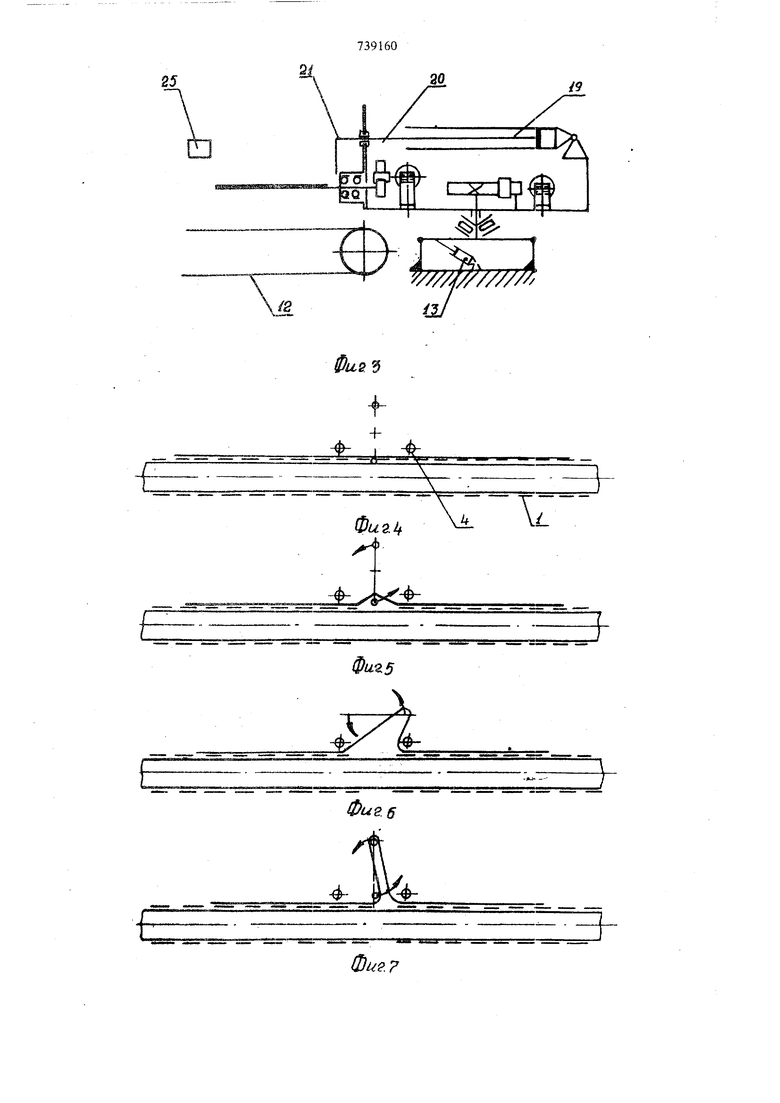
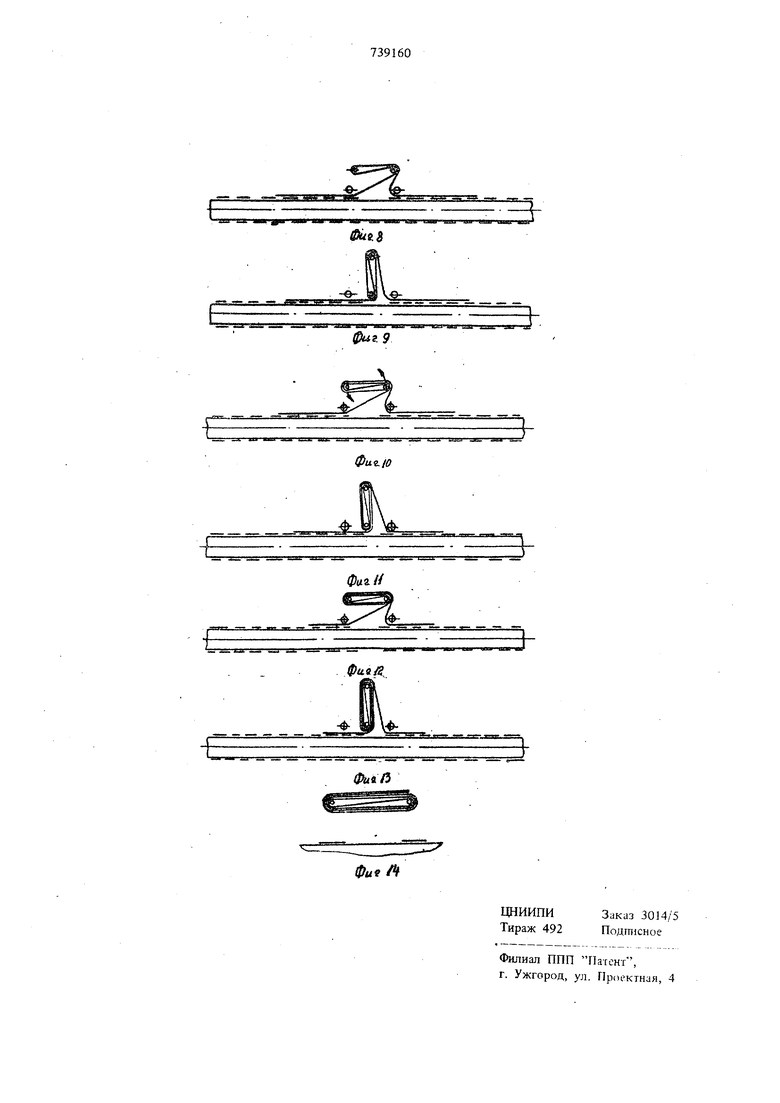
Изобретение относится к гладильному оборудованию прачечного производства, в частности к устройствам для поперечного складьтания изделий плоской формы, преимущественно простыней. Известно устройство для поперечного складьтания изделий плоской формы, пpeимyщec7 венно простыней, содержащее подающий транспортер для продольно сложенного изделия, датчик наличия изделия на транспортере, фиксатор изделия, щаблон для поперечного складьшания изделия, смонтированного с возможностью поворота вокр)т своей оси посредством привода, приспособление для съема с шаблона, сложенного изделия, отводящий транспортер и блок управления -. Однако известное устройство сложно по конструкции, что уменьщает надежность его работы. Кроме того, возникает затруднение в последующей операции - сортировке (попадание бельевой метки в середину изделия). Цель изобретения - упрощение конструкции и повышение надежности в работе. Поставленная цель достигается тем, что щаъ. лон для поперечного складьтания изделия выполнен в виде вилки, ширина которой соответствует ширине сложенного изделия, расположенной над подающим транспортером и имеет средства для ее подъема и перемещения к отводящему транспортеру, связанные с приводом поворота шаблона, а фиксатор изделия выполнен в виде пары прижимных роликов, установленных над подающим транспортером симметрично относительно вилки, причем приспособление для съема с шаблона сложенного изделия состоит из толкателя, связанного с приводом поворота шаблона. Привод поворота шаблона состоит из пневмоцилиндра, шток которого несет зубчатую рейку, связанную с шестерней, установленной на оси шаблона. Средства для подъема и перемещения вилки состоят из поворотной платформы, связанной с приводом поворота через блок управления. На фиг. 1 изображена пртнципиальная схема предложенного устройства; на фиг. 2 разрез А-А фиг. 1; на фиг. 3 - положение шаблона после складьтания; на фиг. 4-14 37варианты положения шаблона при складашании изделия. Устройство содержит подающий транспортер 1 для продольно сложенного изделия 2, датчик 3 наличия изделия 2 на транспортере 1, фиксатор изделия, вьшолиенньш в виде пары прижимных роликов 4, установленньпх симметрично над подающим транспортером 1 относительно шаблона, вьтолненного в виде поворотной вилки 5, ширина которой соответствует ширине сложенного изделия, расположенной над подающим транспортером 1. Шаблон смонтирован с возможностью поворота вокруг своей оси 6 посредством реечного привода, пр(здставляющего собой пневМоцилиндр 7, шток 8 кото рого несет зубчатую рейку 9, связанную с шес терней 10, установленной на оси 6 в подшипниках 11. Шаблон, вьшолненный в ввде поворотной вилки 5 имеет средства для ее подъема и перемещения к отводящему транспортеру 12. Средство для подъема вилки 5 состоит из пнев моцилиндра 13, смонтированного внутри платформы 14. Средство для перемещения вилки 5 к отводящему транспортеру 12 вьшолнено в ви де зубчатой рейки 15, связанной со щтоком 16 пневмоцилиндра 17 и установленной с возможностью взаимодействия с центральной шестерней 18. Кроме того, устройство имеет приспособление для съема с шаблона сложенного изделия 2, состоящего из пневмодилиндра 19, штока 20, связанного с толкателем 21, установленным с возможностью перемещения в плоскости, параллельной оси 6 шаблона, блок )шравления в виде датчиков 22, 23, 24 и 25 и основание 26. Принцип действия устройства следующий. Изде.гше 2, предварительно сложенное в про дольном направлении, с помощью транспортера 1 подают к шаблону для поперечного складьшания, вводя под прижимные ролики 4. Ког да передняя кромка белья подходит к оопереч ной перекладине 27 вилки 5, т.е. когда белье полностью вошло в поворотную вилку, срабатьшает датчик 3, который включает клапан подачи воздуха в пневмоцилиндр 13. При подаче воздуха в пневмоцилиндр 13 платформа 14 поднимает основание 26, а также нижний зуб (на чертеже не обозначено) вилки 5 над лентами транспортера 1. После подъема поворотной вилки 5 срабатывает датчик 22 и сжатый воздух подается в пневмоцилиндр 7. Шток 8 пневмоцилиндра 7, связанный с зубчатой рейкой 9, при своем движении приводит во вращение шестерню 10, на которой закреплена поворотная вилка 5 {шэ:5лон). Ход зубчатой рейки 9 рассчитан таким образом, что вилка 5 при полном ходе делает 2,5 оборота и при этом наматывает на себя белье. Все фазы складывания показаны на фиг. 4-14 На фиг. 6-14 показаны положения складываемого изделия 2 при повороте вилки 5 через каждые 90°. В конечной фазе складывания (рис. 14) вилка 5 четко фиксируется за счет регулировки хода зубчатой рейки 9 в горизонтальном положении, после чего срабатывает датчик 23 и в пневмоцилиндр 17 начинает нагнетаться воздух. При этом щток 16 пневмоцилиндра 17 с помощью зубчатой рейки 15 воздействует на центральную шестерню 18, поворачивая основание 26 на 90°. По окончании поворота происходит срабатьшание датчика 24 и в пневмоцилиндр 19 подается сжатый воздух, что сопровождается движением штока 20, который, будучи связанным с толкателем 21, заставляет последний перемещаться в плоскости, параллельной оси 6 шаблона, осуществ;ия при зтом съем сложенного изделия 2 на отводящий транспортер 12. После съема изделия 2 с шаблона срабатьтает датчик 25, что является сигналом для подачи воздуха в штоковую полость пневмоцилиндра 19 и возвращения щтока 20, а , следовательно, и толкателя 21 в исходное положение. Затем воздух последовательно подается в Щ1ливдры 17, 7 и 13 и все исполнительные механизмы занимают первоначальное положение. Формула изобретения 1.Устройство для поперечного складьгаания изделий плоской формы, преимущественно простьшей, содержащее подающий транспортер для продольно сложенного изделия, датчик наличия изделия на транспортере, фиксатор изделия, шаблон для поперечного складьшания издедшя, смонтированный с возможностью поворота вокруг своей оси посредством привода, приспособление для съема с шаблона сложенного изделия, отводящий транспортер и блок управления, о тличающееся тем, что, с целью упрощения конструкции и повышения надежности в работе, шаблон для поперечного складывания изделия выполнен в виде вилки, ширина которой соответствует ширине сложенного изделия, расположенной над подающим транспортером и имеет средства для ее подъема и перемещения к отводящему тран(шортеру, связанные с приводом поворота шаблона, а фиксатор изделия вьшолнен в виде пары прижимных роликов, установленных над подающим транспортером симметрично относительно вилки, причем приспособление для съема с шаблона сложенного изделия состоит из толкателя, связанного с приводом поворота шаблона. 2.Устройство по п. 1, о т л и ч а ю щ ёе с я тем, что привод поворота шаблона состоит из пневмоцилиндра, шток которого несет
5- 7391604
зубчатую рейку, связанную с шестерней, уста-мы, связанной с приводом поворота через блок
новленной на оси шаблона.управления.
3. Устройство по п. 1, 2, отличающе-принятые во внимание при экшертэе
е с я тем, что средства /у1я подъема н пере- 1. Патент ФРГ N , кл. 8 d 20/60, мещения вилки состоят из поворотной платфс 1966..
Источники информации,
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для приклеивания подошв к обуви | 1989 |
|
SU1666049A1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
| Устройство для монтажа вентиля на заготовки пневмокамеры | 1982 |
|
SU1085849A1 |
| МАШИНА ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2188146C2 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
| АВТОМАТ ДЛЯ ОБВЯЗКИ ПАЧКИ ИЗДЕЛИЙ ПРОВОЛОКОЙ | 1969 |
|
SU233521A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Установка для литья керамических изделий | 1979 |
|
SU850382A1 |
| Устройство для загрузки комплекта шомполов с рыбой в клети для термической обработки | 1982 |
|
SU1099934A1 |
// 21
2V
фиг 2 20 ////////////, Фие./
25
sol
3Q
/9
эзж
ч . . .
: J j
y////J///////
Фи,9Ъ
-Ь ds
r
wa5
/
- a V6
