1
Изобретение относится к области станкостроения, в частности к устройствам для автоматического управления отдельными операциями при шлифовании иэделий| и может быть испсяьзовано для автоматического регулирования процесса обработки на шлифовальных станках, работающих методом продольных проходов.
Известна самонастраивающаяся система 1, которая нашла практическое применение для плоско-шлифовального станка, управляемого от универсальной вычислительной машины и предназначенного для чистовой обработки деталей. Критерием оптимизации служит скорость съема металла, максимально возг дожная для данного припуска при обеспечении требуемой чистоты поверхности. Регулируемыми параметрами являются скорость движения стопа (продольная подача) и поперечная подача. Для получения текущей информагции о ходе процесса шлифования используются датчики скорости вращения шпинделя, крутящего момента, вибраций и датчик шероховатости шлифованной поверхности, выполненной с помощью бесконтактного оптико-электронного устройства.
Наиболее близким техническим решением к изобретению является адаптивная система управления шлифовальным станком, содержащая программирующее устройство, подключенное к регуляторам продольной и поперечной подач и к датчикам диаметра шлифовального круга и величины снимаемого припуска 2..
Недостатком системы является низкая точность ее работы.
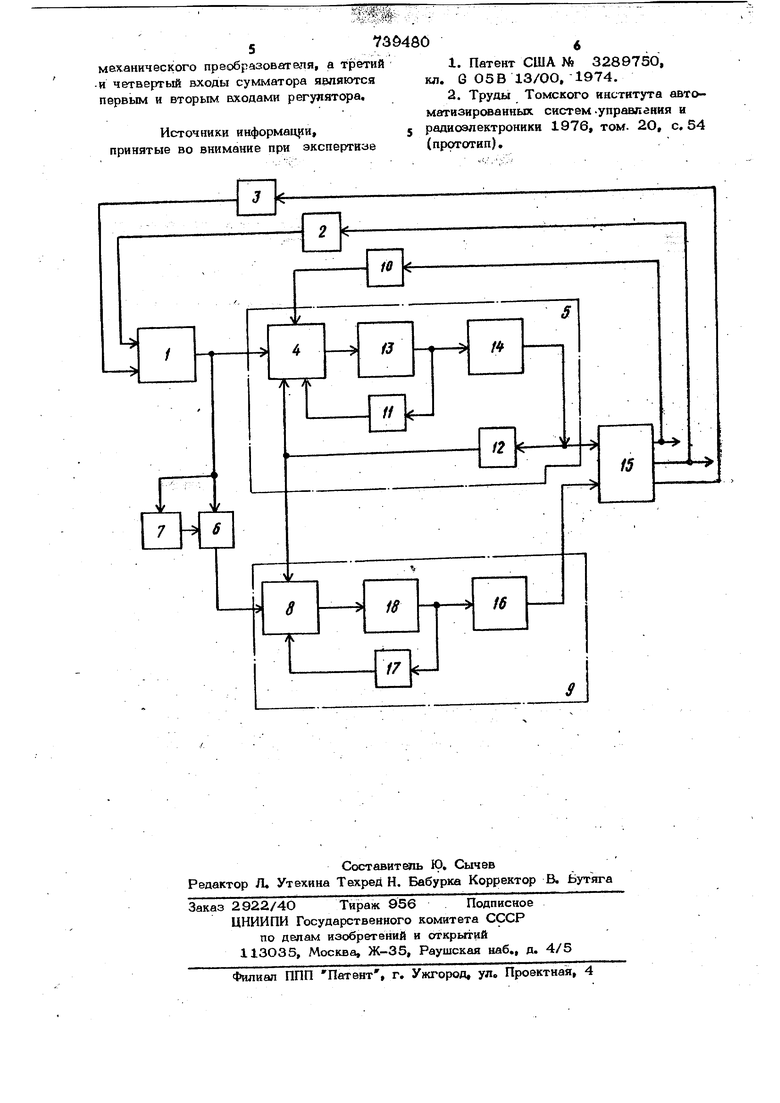
Цель изоРретения - повышение точнос15ти работы системы - достигается тем, что в адаптивную систему управления шлифовальным станком, содержащую последовательно включенные программирую„ щее устройство и регулятор продольной подачи, а также датчик мощности шлифования, подключенный ко второму входу регулятора продольной подачи, датчики диаметра шлифовального круга и величины 373 Снимаемого припуска, выходами подключенные к программирующему устройству, и. регулятор поперечной подачи, введены ЗУ и ключевой элемент, выходом соедиНСкный с первым,входом регулятора поперечной подачи и первым входом непосредственно, а вторым входом через ЗУ - с вьгкодом программирующего устройства. Регулятор продольной подачи содержит последовательно включенные сумматор, электромеханический пг еобразо в&гепъ, гидропривод и датчик величины продольной подачи, вьгсод которого подключен к первому входу сумматора, ко второму входу которого подсоединен вььход датчика угла поворота, подсоединенный входом к выходу электромеханического преобразователя, а третий и четвертый входы сумматора являются первым и вторым входами регулятора. На чертеже представлена структурная схема системы. Она содержит программирующее устройство 1, датчики величины снимаемого припуска 2 и диаметра шлифовального круга 3, сумматор 4 регулятора продольной подачи 5, ключевой элемент 6, ЗУ 7, сумматор 8 регулятора поперечной подачи 9, датчики мощности щлифования 1О, угла поворота 11 и величины продольной подачи 12, электромеханический преобразователь 13, гидропривод 14, объект регулирования 15, гидропривод 16, датчик угла поворота 17 и электромеханический преобразователь 18. Система работает следующим образом Программирующее устройство 1 форми рует сигнал напряжения, иммитирующего программу изменения мощности шлифования Nf, в фушщии текущего грипуска Z на обработку и диаметра d шлифовально го круга. Напряжения, пропорциональные соответственно, текущему припуску на обработку и диаметру шлифовального круга, снимаются с датчиков 2 и 3. На дли не хода стопа адаптивная система управления рабсугает как система стабилизации мощности щлифования, осуществляя стабилизацию программного значения мощности щлифования N за счет изменения величины продольной подачи 3„ . При этом посредством элемента 6 регулятор 9 отключен от устройства 1 и подключен к устройству 7, которое во время хода стопа отключено от устройства 1. По мере износа круга в процессе обработки производится непрерьйнал коррёкти ровка программного значения, и в момен ы реверса стопа устройства 7 отключается от регулятора 9 и подключается к выходу стройства 1 для запоминания скорректированного программного значения мощности щлифования. Отключение устройства 7 от входа регулятора 9 в момент реве{5са стопа и подключение выхода уст . ройства 1 ко входу регулятора 9 производится элементом 6. При этом компенсируется величина износа круга путем уменьшения поперечной подачи. Стабилизация мощности ашифования за счет изменения продольной подачи обеспечивает достижение требуемой точности обработки, а изменения величины поперечной подачи от прохода к проходу по мере износа круга обеспечивают максимальную производительность. Таким образом, предлагаемая адаптивная система управления шлифоваль)- ным станком позволяет повысить производительность обработки за счет компенсации износа круга путем изменения глубины резания. Формула изобретения 1,Адаптивная система управления щлифовальным станком, содержащая последовательно включенные программирующее устройство и регулятор продольной подачи, а также датчик мощности щлифования, подключенный ко второму входу регулятора Продольной подачи, датчики диаметра шлифовального круга и величины снимаемого припуска, выходами подключенные к программирующему устройству, и регулятор поперечной подачи, отличающаяся тем, что с целью повышения точности работы системы, в нее введены запоминающее устройство и ключевой элемент выходом соединенньй с первым входом регулятора поперечной подачи и первым аходом непосредственно, а вторым входом через ЗУ - с вьгходом программирующего устройства. 2. Система по п. 1, о т л и ч а ющ а я с я тем, что регулятор продольной подачи содержит последовательно включенные Ьумматор, электромеханический преобразователь, гидропривод и датчик величины продольной подачи, выход которого подключен к первому аходу сумматора, ко второму аходу которого подсоединен выход датчика угла поворота, подсоединенный входом к выходу электро573&маханического преобразоваггапя, а третий -и четвертый входы сумматора являются первым и вторым входами регуиятора. Источники информации, принятые во внимание при экспертиае 4S6 1.Патент США № 3289750, кл. 6 05В 13/00, 1974. 2.Труды Томского института автоматизированных систем .управления и J радиоэлектроники 1976, том. 2О, с, 54 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования поперечной подачи шлифовальных станков | 1976 |
|
SU576205A1 |
| Устройство для автоматического управления поперечной подачей шлифовального станка | 1980 |
|
SU905026A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Адаптивная система для дискретного регулирования подачи шлифовального станка | 1981 |
|
SU981934A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО | 1968 |
|
SU210235A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| Устройство для управления процессом обработки на шлифовальном станке | 1987 |
|
SU1509237A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU975365A1 |
| ВСЕСОЮЗНАЯП ^ УТ jS^j^Sr^ •r'*^iп 4 г.зг 1 iSt; | 1973 |
|
SU389917A1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
