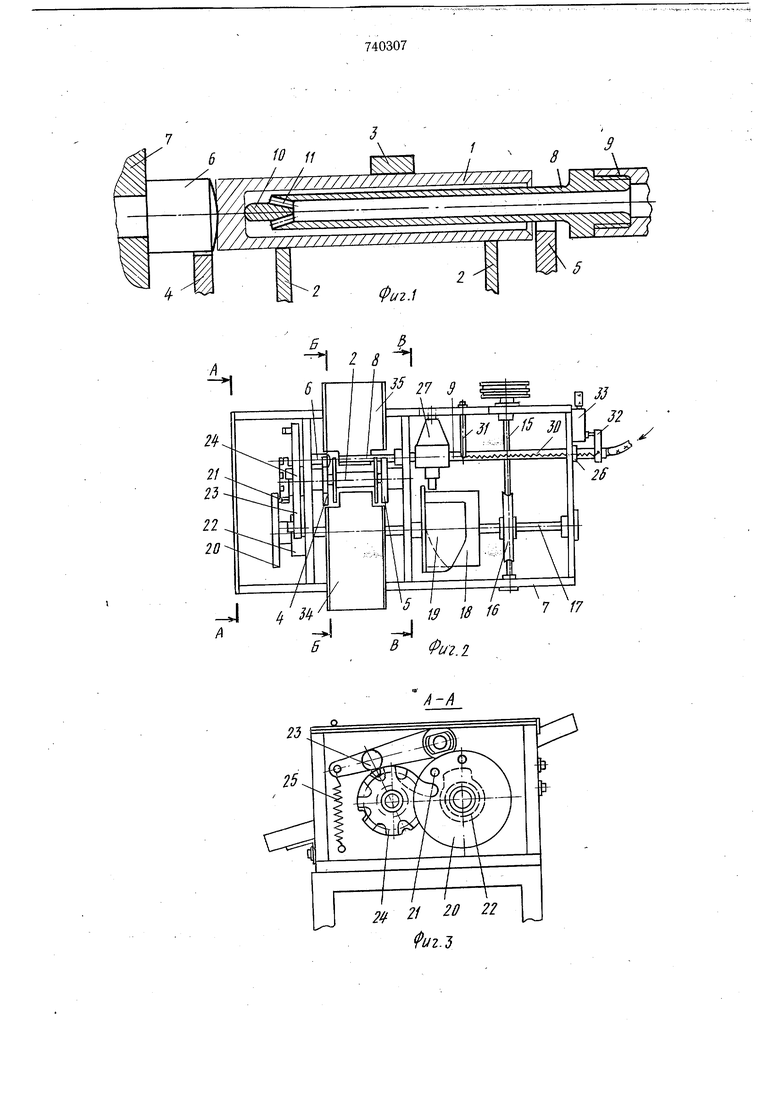
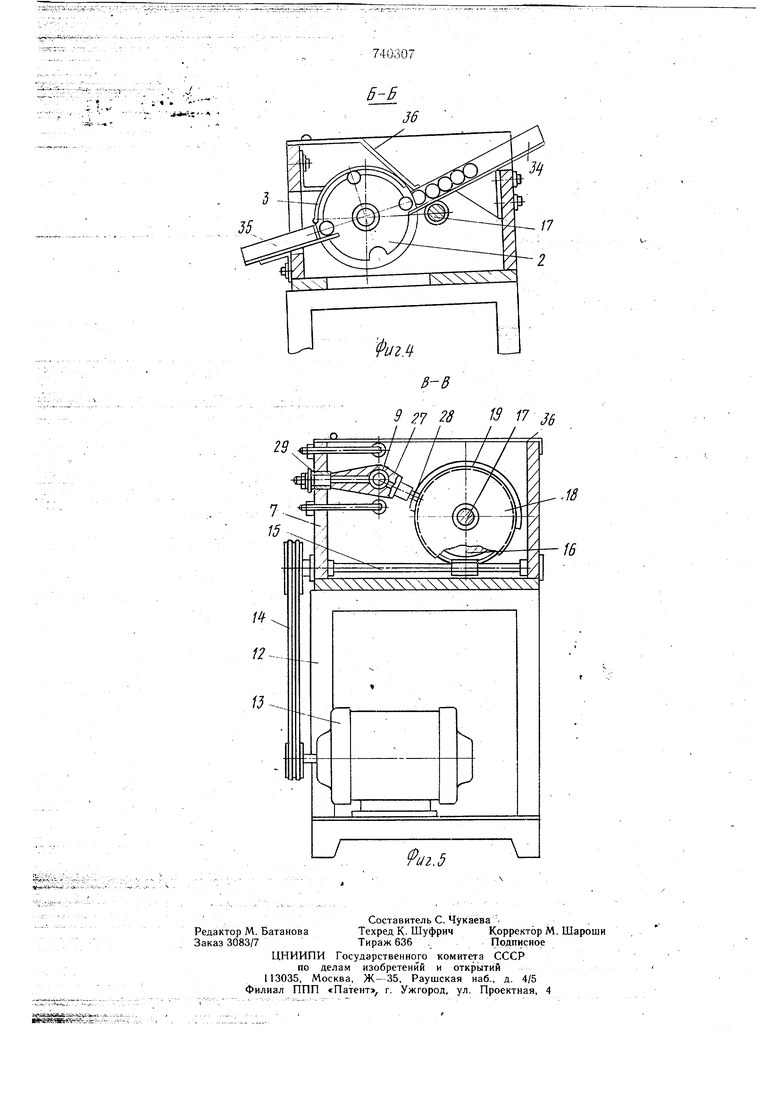
; 1 Изобретение относится к области автоматизированных машин для обдувки и зачеканки цилиндрических деталей. По основнбму авт. св. №241597 известен автомат для очистки внутренней поверхности цилиндрической детали. Очистка производится продувкой путем ввода в камеры детали сопел и подачи к ним сжатого воздуха. Автомат снабжен магазинным питателем, поворотным диском и механизмом по дачи сопел (в виде барабана с поводком) связанных с пустотелыми скалками. К недостаткам известного устройства следует отнести ограниченные его возможности, т.е. то, что он производит только одну операцию - продувку деталей и дает низкое качество поверхности, так как после продувки остаются недорезы, которые ликвидируются последующими операциями. Целью изобретения является расширение технологических возможностей устройства, а именно одновременная обдувка и зачеканка остатка.; . Цель достигается тем, что в предлагаемом автомате сопло снабжено центральным бойком, расположенным в передней центральной части сопла, вокруг которого расположены сквозные отверстия, сообщающиеся с пустотелой скалкой. Механизм подачи сопла выполнен в виде копирного барабана с поводком, установленным на пустотелой скалке, и обеспечивает плавный отвод и резкий спускподпружиненной пустотелой скалки с соплом-бойком. На фиг. 1 изображена схема обработки на фиг. 2 - описываемьш автомат, план , на фиг. 3 - разрез А-А на .фиг. 2; на фиг. 4 разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2. Автомат предусматривает одновременную обдувку и зачеканку цилиндрической детали 1 (фиг. 1), имеющей форму стакана с одним несквозным отверстием. Во время обработки деталь находится в пазах диска 2, имеющего форму катушки, и придерживается сверху ограничительной дуговой планкой 3. Направляющие 4 и 5 не позволяют смещаться детали 1 во время ее транспортирования в пазах транспортирующего диска. Упор 6 жестко крепится в корпусе 7 и воспринимает уДар от сопла-бойка 8, вмонтированного в пустотелую скалку 9. В передней центральной части сопла-бойка 8 расположен центральный боек 10. Сквозные, отверстия 11 расположены вокруг центрального бойка 10 и сообщаются с пустотелой скалкой 9, через которую подается сжатый воздух. Рабочие поверхности упора 6 и центрального бойка 10 имеют сферическую форму, что обеспечивает зачеканку остатка сразу с двух сторон при резком ударе сопла-бойка 8 по дну камеры детали 1, поджатой к упору 6. На столе 1-2 укреплен корпус 7 автомата, в котором смонтированы все механизмы. От электродвигателя 13 посредством клиновых ремней 14 вращение передается червячному валу 15, который приводит во вращение червячное колесо 16 и посредством его вал 17. На валу 17 жестко посажены барабан 18 с копиром 19, диск 20 с двумя цевками 21 и кулачок 22 фиксации. Фиксатор 23 стопорит цевочное колесо 24 (мальтийский крест), жестко соединенное с транспортирующим диском 2. Транспортирующий диск 2 имеет форму катушки, на периферии которой расположены четыре паза (гнезда), выполненные по форме детали. Дуговая планка 3 является ограничителем и препятствует преждевременному выпаданию детали 1 из пазов транспортирующего диска 2. Пружина 25 поджимает зуб фиксатора 23 к пазу цевочного колеса 24. В средней части пустотелой скалки 9, перемещаемой в направляющих втулках 26, укреплен поводок 27 с роликом 28, отводимым копиром 19. С противоположной стороны поводка 27 размещен ролик 29, перемещаемый в пазу задней стенки корпуса 7 и ограничивающий поводок 27 от разворота. Копир 19 ил4еет кривую, обеспечивающую плавный подъем (отвод) пустотелой скалки 9 и обрывистый (резкий) спуск ее. Посредством двух пружин 30, присоединенных к корпусу двумя штырями 31 и к пустотелой скалке 9 планкой 32, осуществляется подача сопла-бойка 8, ввернутого в пустотелую скалку 9. Подача сжатого воздуха осуществляется в крайнем положении при взаимодействии планки 32 с золотником 33. С противоположной стороны сопла-бойка 8, соосно ему, в корпусе 7 укреплен упор 6, воспринимающий удар. По обе стороны транспортирующего диска 2 укреплены направляющие 4 и 5, имеющие отверстия для пропуска упора 6 и сопла-бойка 8. Загрузка деталей происходит по наклонному лотку 34, а выгрузка в лоток 35. Верхняя часть автомата закрыта откидной крышкой 36. Автомат работает следующим образом. Детали, подлежащие продувке и зачеканке, укладываются в лоток, а из него попадают в паз транспортирующего диска. Транспортирующий диск поворачивается на 90° от мальтийского механизма, и деталь поступает в рабочую позицию. При этом в очередной паз транспортирующего диска поступает следующая деталь, а обработанная скатывается в лоток сброса. Цилиндрическая поверхность транспортирующего диска служит отсекателем при заборе из лотка по одной детали. В рабочей позиции после фиксации транспортирующего диска взведенная пустотелая скалка с соплом-бойком срывается с копира и под действием двух пружин резко вводится в камеру детали. При этом одновременно происходит зачеканка остатка центральным бойком и обдувка внутренней поверхности. Открывается золотник, и сжатый воздух подается через сквозные отверстия сопла-бойка. Затем пустотелая скалка плавно отводится, и сопло-боек выводится из камеры детали. Подача сжатого воздуха прекращается. Затем после полного вывода сопла-бойка производится поворот транспортирующего диска на 90°. Обработанная деталь скатывается по лотку сброса, а на рабочую позицию поступает новая деталь, и процесс повторяется., ; Применение автомата повышает производительность. Он надежен и прост в эксплуатации. Автомат легко может быть встроен в автоматические или поточные линии, обеспечивает хорошее качество продувки и зачеканки остатка как на наружном торце, так и на дне камеры детали при сомещении обеих операций и без усложнения конструкции автомата. Формула изобретения 1.Автомат для очистки (обдувки) внутренней поверхности деталей сжатым воздухом по авт. ев, № 241597, отличающийся тем, что, с целью одновременной обдувки и зачеканки остатка, сопло снабжено центральным бойком, вокруг которого расположено несколько сквозных отверстий, сообщающихся с пустотелой скалкой. 2.Автомат по п. 1, отличающийся тем, что, с целью обеспечения возвратно-поступательного движения бойка, механизм подачи сопла выполнен в виде копирного барабана с поводком, установленным на пустотелой скалке.
-j
5
JJ
W W 16 7 17 В 
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-автомат для ударного клеймения в торец цилиндрических изделий типа "стакан" | 1973 |
|
SU473545A1 |
| Станок автомат для клеймения | 1972 |
|
SU446335A1 |
| АВТОМАТ ДЛЯ ОЧИСТКИ (ОБДУВКИ) ВИУТРЕННЕЙ ПОВЕРХИОСТИ ДЕТАЛЕЙ СЖАТЫМ ВОЗДУХОМ | 1969 |
|
SU241597A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для снятия недореза на цилиндрических деталях | 1973 |
|
SU473571A1 |
| Автомат для клеймения цилиндрических деталей | 1979 |
|
SU789183A1 |
| Поворотно-делительный стол | 1984 |
|
SU1227422A2 |
| Автомат для снятия грата и клеймения деталей | 1977 |
|
SU715286A1 |
| Прибор для продувки жаровых труб паровоза | 1929 |
|
SU24067A1 |
| Роторный автомат питания | 1987 |
|
SU1468710A1 |