Предметом изобретения является устройство для калибровки и осадки труб при прессовой сварке с применением распорных клиньев и конусов, перемещаемых относительно клиньев при помощи пневматических или гидравлических устройств, расположенных внутри каждой трубы. Работа устройства осуществляется следующим образом.
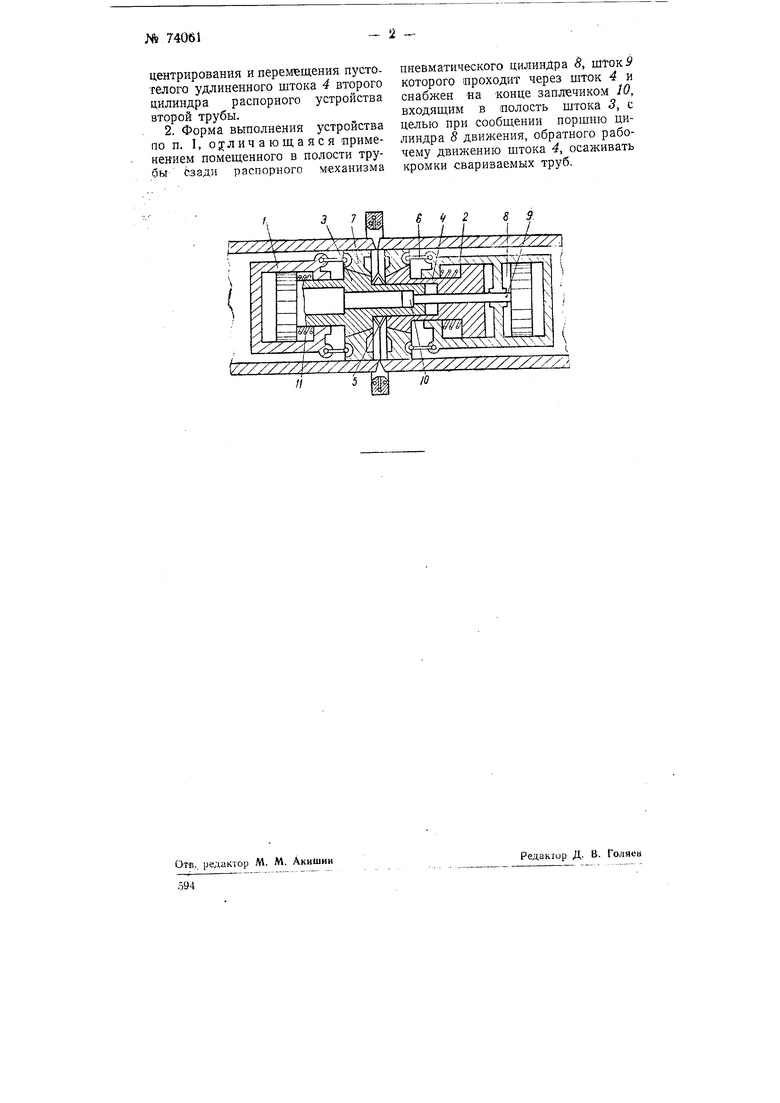
Корпус устройства помещается между свариваемыми трубами. Через последнюю трубу магистрали в цилиндрах J и 2 повыщается гидравлическое давление, что вызывает перемещение поршней со штоками 5 и 4.
Для центрирования труб удлиненный щток 3 цилиндра / выполнен в виде направляющей для пустотелого удлиненного штока 4 цилиндра 2 распорного устройства.
При помощи тяг 6, клинья 7 перемещаются Б радиальном направлении; центрируя и рихтуя концы труб, они обеспечивают точное совпадение кромок. После рихтовки повышается давление в цилиндре 8, шток 9 которого снабжен на конце заплечиком JO.
При помощи штока 9, проходящего через шток 3, и штока 3 при сообщении норщню цилиндра дви38 г:оод. Выпугк. 4, 1949 г.
жения, обратного рабочему движению штока 4, производится осадка кромок свариваемых труб. Нагрев производится многопламенной разъемной горелкой, укрепляемой на поверхности свариваемой трубы. Перемещение механизма внутри труб осуществляется нри помощи роликов.
После окончания сварки и снятия давления в цилиндрах 7 и 2 возвратные // возвращают штоки 3 и 4 в исходное положение; механизм перемещается на следующую позицию.
При снятии давления в цилиндре 5 щток 9 возвращается в исходное положение при помощи возвратной пружины 5.
Предмет изобретения
1. Устройство для калибровки л осадки труб при прессовой сварке с применением распорных клиньев и конусов, перемещаемых относительно клиньев при помощи пневматических или гидравлических устройств, расположенных внутри каждой трубы, отличающееся тем, что, с целью целтрировання труб, удлиненный шток 3 одного цилиндра распорного устройства первой трубы выполнен в виде направляющей для
593
центрирования и перем ещения пустотелого удлиненного штока 4 второго цилиндра распорного устройства второй трубы.
2. Форма выполнения устройства по п. I, обличающаяся применением помещенного в полости трубы Сзади распориого механизма
пневматического цилиндра В, mtOK которого проходит через щток 4 и снабжен на конце заплечиком 10, входящим в полость штока 5, с целью при сообщении поршню цилиндра 8 движения, обратного рабочему движению штока 4, осаживать кромки свариваемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для газопрессовой сварки продольных швов обечаек труб | 1947 |
|
SU75716A1 |
| Устройство для газопрессовой стыковой сварки труб | 1946 |
|
SU69984A1 |
| Способ снижения напряжений при стыковой сварке труб | 1947 |
|
SU73910A1 |
| Устройство для стыковой сварки в монтажных условиях с нагревом дугой, вращающейся в магнитном поле | 1990 |
|
SU1821310A1 |
| Штамп для резки труб | 1990 |
|
SU1799697A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| СПОСОБ ОЦЕНКИ СОПРОТИВЛЯЕМОСТИ СПЛАВОВ ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН ПРИ СВАРКЕ | 1991 |
|
RU2016727C1 |
| МАШИНА ДЛЯ ПРЕССОВОЙ СВАРКИ ТРУБ С НАГРЕВОМ ДУГОЙ, УПРАВЛЯЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1999 |
|
RU2185940C2 |
| ТРУБОСВАРОЧНЫЙ ПРЕСС ДЛЯ СВАРКИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 1950 |
|
SU95029A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
10
