Предметом изобретения является способ снижения напряжений при стыковой сварке труб. Согласно предлагаемому способу сварному шву сообщают изнутри давление по всему его периметру.
На чертеже представлен механизм яля осуществления способа.
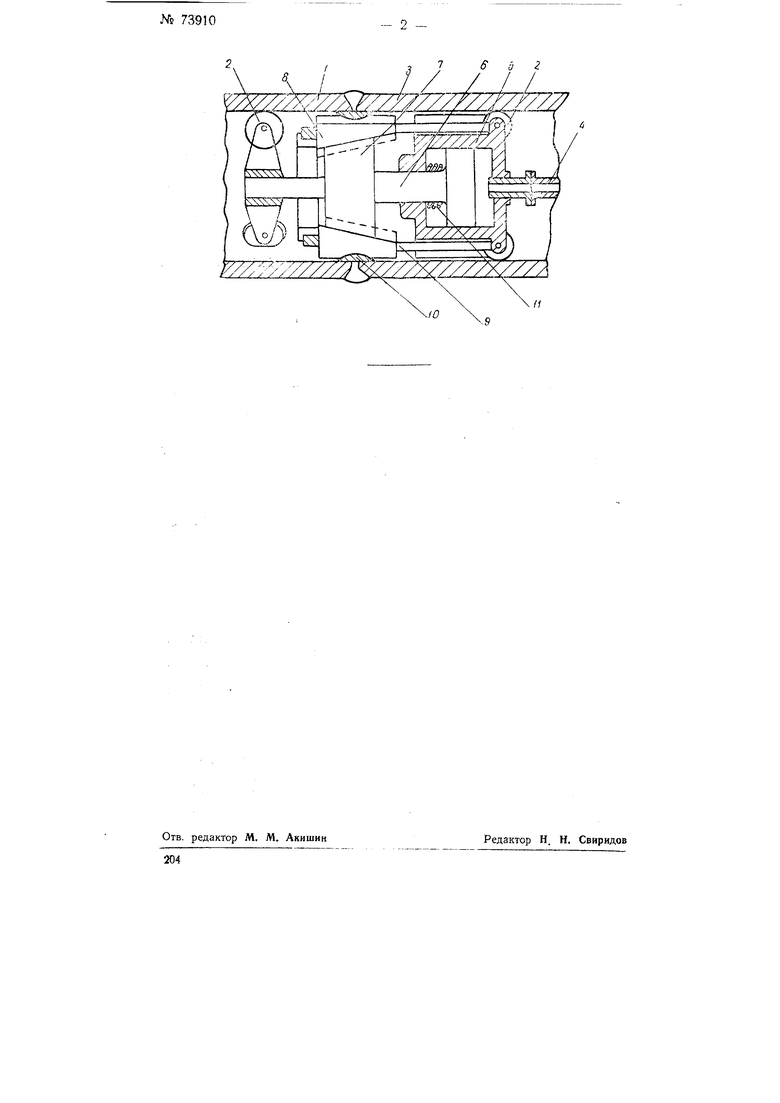
Перед сваркой концов труб в левую часть трубы, ограничивающую магистраль, вводится механизм, опи, раюищйся на ролики 2. Затем к месту сварки подводят конец трубы 3 с продетой в нее трубкой 4, которую спеппой муфтой высокого дав.ления соединяют с цилиндром 5. После этого торец трубы . приводят Н соприкоснов,ение с торцом трубы 1, устанавливают необходимую величину зазора в верщине шва и увеличивают давление в цилиндре 5. При этом щток 6 и конус 7 пепемещаются влево и при помощи клиньев 8, щарнирно прикрепленных к корпусу цилиндра посредством тяг 9, создают радиальное давление на заранее вложенную прокладку 10, которая нередает давление на стенки труб У и 5 по всей длине поперечного сечения.
Вызванные напряжения в стенках труб } и 3, равные пределу текучести, обеспечивают центровку, устранение эллипсности и рихтовку труб. Прижатие прокладки 10 обеспечивает формовку верщины щва.
После этого производится сварка. Так как жидкость практически не сжимаема, то деформации в процессе сварки в зоне сварного шва увеличатся только на величину упругой деформации в месте установки клиньев, что не отразится вредно нг напряженном состоянии в процессе сварки и не увеличит заметным образом остаточных деформаций.
После завершения процесса сварки и выравнивания температурного поля в цилиндр 5 подается дополнительное давление, обеспечивающее пластическую деформацию труб в зоне HJBa и релаксацию собственных напряжений.
Затем давление в цилиндре снимается, зсззратная прулоша // возвращает шток 6 в крайнее правое положение и механизм удаляется из труб.
Предмет изобретения
Способ снижения напряжений при стыковой сварке труб, о т л и ч а ющ и и с я тем, что сварному шву сообщают изнутри давление по всему его периметру.
203
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для газопрессовой стыковой сварки труб | 1946 |
|
SU69984A1 |
| Способ определения прочности наплавленного металла а процессе сварки | 1949 |
|
SU86053A1 |
| Машина для определения склонности металлов к образованию холодных трещин при сварке | 1955 |
|
SU114865A1 |
| СПОСОБ ОЦЕНКИ СОПРОТИВЛЯЕМОСТИ СПЛАВОВ ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН ПРИ СВАРКЕ | 1991 |
|
RU2016727C1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| Способ испытания сплавов на склонность к образованию холодных трещин | 1988 |
|
SU1613282A1 |
| СПОСОБ СОЕДИНЕНИЯ ИЗДЕЛИЙ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ С ИЗДЕЛИЕМ ИЗ ВЫСОКОМАРГАНЦОВИСТОЙ АУСТЕНИТНОЙ СТАЛИ | 1998 |
|
RU2129938C1 |
| Устройство для калибровки и осадки труб | 1947 |
|
SU74061A1 |
| Способ дуговой сварки плавлением стыков труб | 1983 |
|
SU1136911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |