1
Изобретение относится к прокатному производству и может использоваться при калибровке по системе овал-квадрат горизонтальных валков непрерывного стана многониточной, например двух или четырехниточной прокатки.
Известна система калибров овал-квадрат горизонтальных валков непрерывного стана двух или четырехниточной прокатки, характеризующаяся горизонтальным положением овальных калибров и обусловленную этим необходимость кантовки раскатов, на 90° на выходе из овальных калибров перед квадратными калибрами, а затем кантовки раскатов на 45° после квадратных перед задачей в овальные калибры. Кантовки раскатов в каждом межклетевом промежутке усложняют оборудование и обслуживание стана, отрицательно влияют на качество проката 1..
Цель изобретения - уменьшение угла кантовки раската в межклетевых промежутках и сокращение количества кантовки.
Для этого в предлагаемой системе овальные калибры расположены в паре под углом 90° друг к другу и каждый под углом 45° к оси валка.
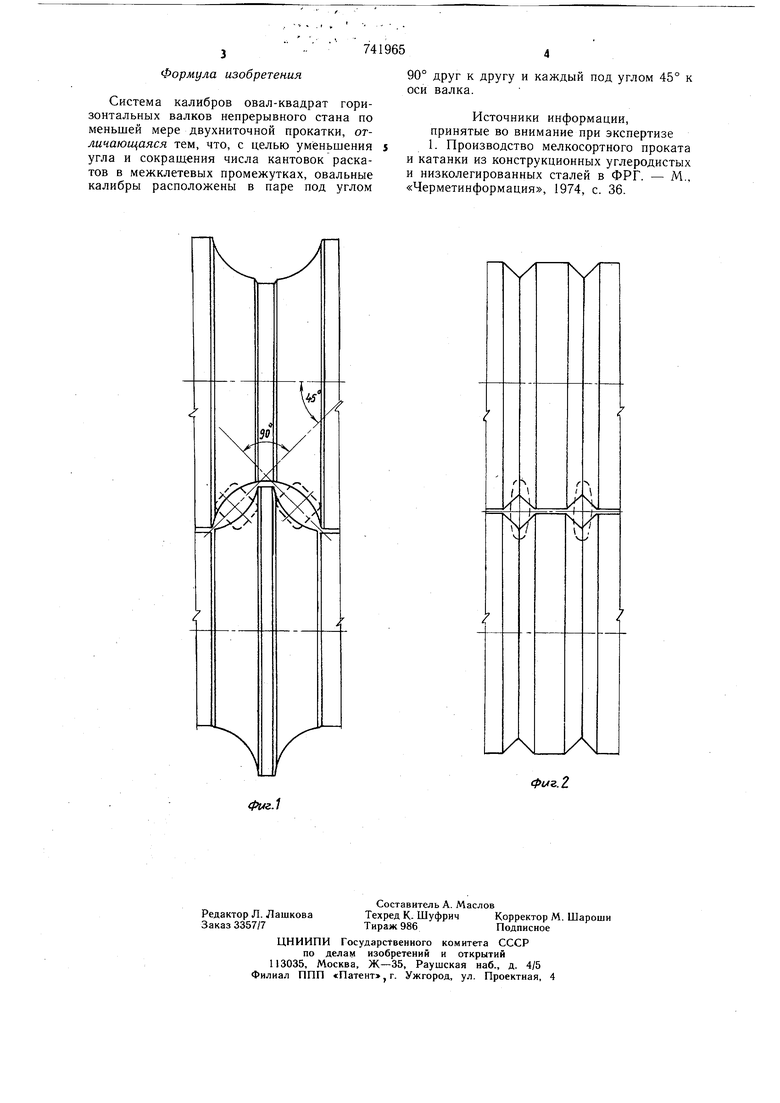
На фиг. 1 и 2 изображено построение соответственно овальных и квадратных калибров системы овал-квадрат двухниточного непрерывного стана.
Система калибров строится следующим - образом.
Квадратные калибры располагаются обычным образом с горизонтальным и вертикальным положениями их диагоналей. Чередующиеся с ними овальные калибры в паре расположены под углом 90° друг к дру10 ГУ и под углом 45° к оси валка каждый. Такое положение овальных калибров полностью исключает кантовки . раскатов на выходе их из квадратных калибров перед задачей в овальные калибры. Кроме того, при этом угол кантовки раскатов на выходе
5 из овальных калибров перед задачей в квадратные калибры составляет 45°, а не 90°, как в-обычной калибровке сгоризонтальным положением овалов. Сокращение числа кантовок и уменьшение угла кантовки умень20 щает число кантующих механизмов в линии стана и упрощает их конструкцию, уменьшает число простоев из-за неисправностей кантующих механизмов, улучшает качество проката.
Формула изобретения
Система калибров овал-квадрат горизонтальных валков непрерывного стана по меньшей мере двухниточной прокатки, отличающаяся тем, что, с целью уменьшения угла и сокращения числа кантовок раскатов в межклетевых промежутках, овальные калибры расположены в паре под углом
90° друг к другу и каждый под углом 45° к оси валка.
Источники информации, принятые во внимание при экспертизе 1. Производство мелкосортного проката и катанки из конструкционных углеродистых и низколегированных сталей в ФРГ. - М., «Черметинформация, 1974, с. 36.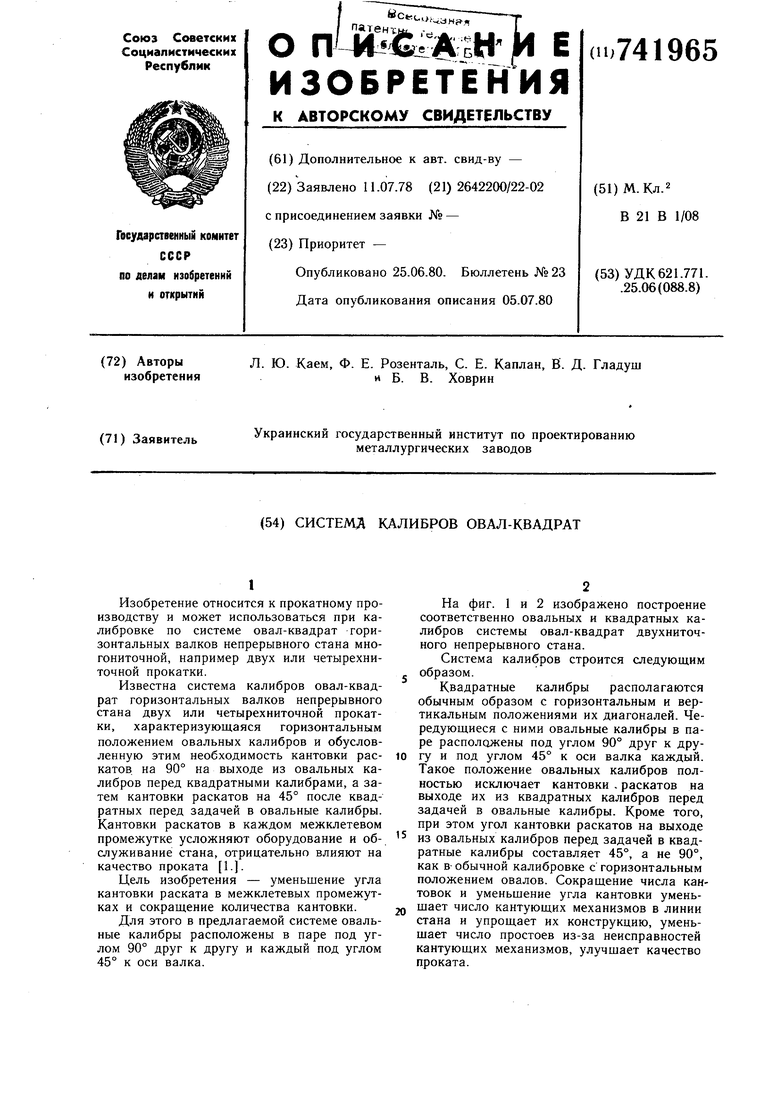
| название | год | авторы | номер документа |
|---|---|---|---|
| Система калибров непрерывно-заготовочного стана | 1986 |
|
SU1405912A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
| Вытяжной квадратный калибр | 1982 |
|
SU1026855A1 |
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
| Способ прокатки на непрерывно-заготовочном стане | 1982 |
|
SU1037976A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
