1
Изобретение относится к обработке металлов давлением, в частности к устройствам для обтяжки.
Известен пуансон для формовки обтяжкой, состоящий из корпуса, в котором расположена образующая рабочую поверхность эластичная оболочка с затвердевающим наполнителем, снабженная каналами для подвода теплоносителя. Для повышения точности и прочности рабочей поверхности штамп снабжен опорой для эластичной оболочки, закрепленной в части корпуса, в которой выполнены каналы для подвода среды под давлением, а наполнитель в виде шариков, покрытых слоем легкоплавкого сплава 1.
Указанный штамп имеет сменную верхнюю рабочую поверхность, что делает конструкцию дороже и не позволяет осуществлять регулировку поверхности с учетом пру жинения формуемых обшивок без замены верхней рабочей поверхности.
Целью изобретения является повышение точности формообразования и увеличения диапазона обрабатываемых изделий без замены рабочей поверхности.
Для этого корпус пуансона имеет цилиндрическую форму с горизонтальной образующей, эластичная оболочка расположена на его наружной поверхности, закреплена в центральной части и имеет жесткие дугообразные торцовые стенки. Корпус снабжен направляющими, с которыми связаны торцовые стенки оболочки, установленные с возможностью перемещения вдоль них посредством силового элемента регулируемой длины, щарнирно связанного с одной сто10 РОНЫ с торцовой стенкой, с другой - с основанием.
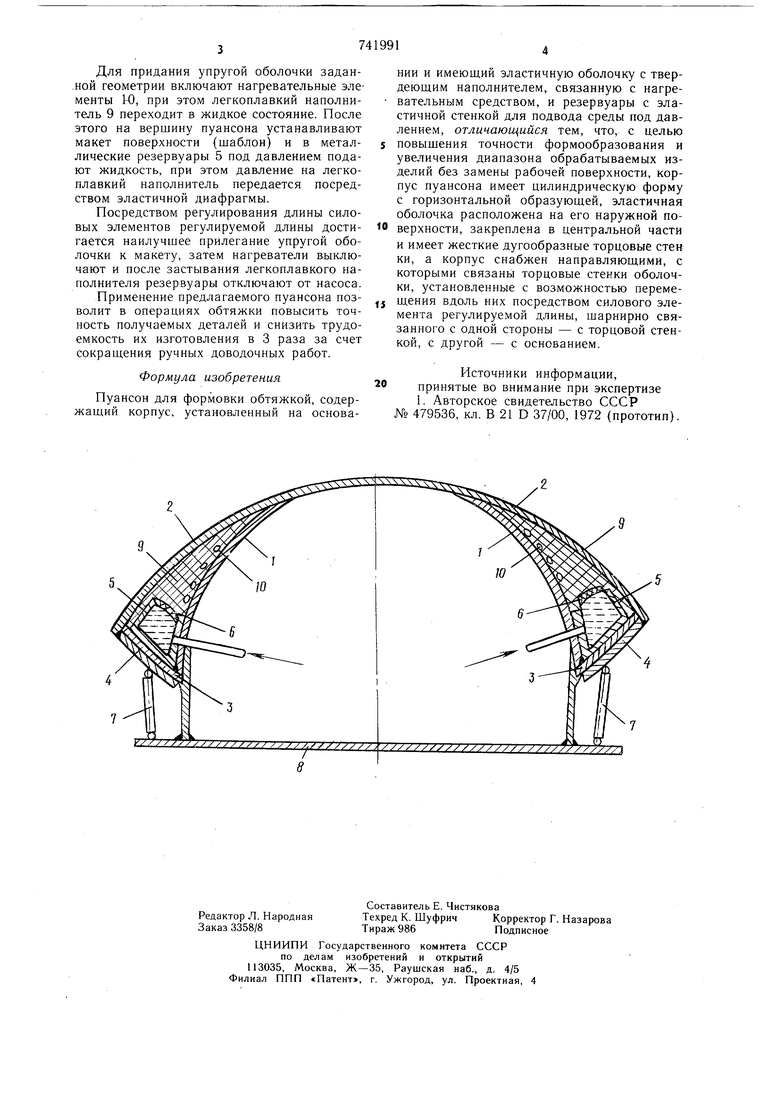
На чертеже представлена принципиальная схема пуансона для формовки обтяжкой. Пуансон состоит из корпуса 1 с закрепленными на его вершине упругой оболочкой 2, направляющих 3, торцовых стенок оболочки 4, металлических резервуаров 5, эластичных диафрагм 6, силовых элементов регулируемых длины 7, шарнирно соединенных с основанием пуансона 8 и торцовыми стенками оболочки легкоплавкого наполнителя 9, нагревательных элементов 10, установленных на корпусе.
Регулирование рабочей поверхности происходит следующим образом.
Для придания упругой оболочки задан,ной геометрии включают нагревательные элементы Ю, при этом легкоплавкий наполнитель 9 переходит в жидкое состояние. После этого на вершину пуансона устанавливают макет поверхности (шаблон) и в металлические резервуары 5 под давлением подают жидкость, при этом давление на легкоплавкий наполнитель передается посредством эластичной диафрагмы.
Посредством регулирования длины силовых элементов регулируемой длины достигается наилучшее прилегание упругой оболочки к макету, затем нагреватели выключают и после застывания легкоплавкого наполнителя резервуары отключают от насоса.
Применение предлагаемого пуансона позволит в операциях обтяжки повысить точность получаемых деталей и снизить трудоемкость их изготовления в 3 раза за счет сокрашения ручных доводочных работ.
Формула изобретения
Пуансон для формовки обтяжкой, содержащий корпус, установленный на основаНИИ и имеющий эластичную оболочку с твердеющим наполнителем, связанную с нагревательным средством, и резервуары с эластичной стенкой для подвода среды под давлением, отличающийся тем, что, с целью повышения точности формообразования и увеличения диапазона обрабатываемых изделий без замены рабочей поверхности, корпус пуансона имеет цилиндрическую форму с горизонтальной образующей, эластичная оболочка расположена на его наружной поверхности, закреплена в центральной части и имеет жесткие дугообразные торцовые стен ки, а корпус снабжен направляющими, с которыми связаны торцовые стенки оболочки, установленные с возможностью перемещения вдоль них посредством силового элемента регулируемой длины, шарнирно связанного с одной стороны - с торцовой стенкой, с другой - с основанием.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 479536, кл. В 21 D 37/00, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУАНСОНА ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2000 |
|
RU2197351C2 |
| Штамп для листовой формовки обтяжкой | 1972 |
|
SU479536A1 |
| Переналаживаемый пуансон для формовки обтяжкой | 1983 |
|
SU1123763A1 |
| Способ изготовления -образныхфиТиНгОВ | 1979 |
|
SU837442A1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2387512C2 |
| Способ обтяжки деталей двойной кривизны | 1984 |
|
SU1248694A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU1007786A1 |
| Штамп для формовки прерывистых рифтов на листовых заготовках | 1986 |
|
SU1444030A1 |
| Штамп для формовки трубчатых заготовок | 1983 |
|
SU1166861A1 |
| Способ оценки качества технологичес-КиХ СМАзОК пРи лиСТОВОй шТАМпОВКЕ-ВыТяжКЕ | 1979 |
|
SU842501A1 |
